
Industrial uses of coal
Abstract:
This chapter provides an overview of the current status of coal usage. Existing and emerging technologies for power generation, metal processing and coal conversion are discussed, together with other industrial uses of coal. The current ‘state-of-play’ and the implications of suggested trends towards emerging, cleaner manufacturing industries on sustainable coal utilization in the short to mid-term are also discussed, together with the likely impacts of increasing environmental pressures.
1.1 Introduction
Coal-based industries have played a critical role in the development of the modern world and are expected to play a dominant role for a long time to come particularly in the developing countries. Coal is still the world’s most prevalent and widely distributed fossil fuel, accounting for 64% of globally recoverable fossil resources compared to 19% for oil and 17% for natural gas.
The coal industry has two principal markets, namely thermal coal (for energy use, including power generation and other applications such as the cement manufacturing sector), and metallurgical coal (principally for steel making); but there are also other coal uses, including conversion into gas or other energy or chemical products, and in situ forms whereby indigenous coal deposits are gasified and the gases then utilized after some treatment. Coal provides just over a quarter of the world’s primary energy needs, with thermal coal generating about 40% of the world’s electricity, whilst almost 70% of the world’s steel industry is dependent on coal for either coke production or for coal injection, either via what is known as the integrated route, or as the energy/reductant source in direct reduction processes.
Coal demand is forecast to rise by over 50% between now and 2030, driven mainly by economic growth in the so-called BRIC countries (Brazil, Russia, India and China), particularly the latter two, and during this period increased utilization will continue to be dominated by the conventional pulverized coal-fired boilers and blast furnace applications. China is already the world’s largest steel producer, at over 500 Mtpa, and accounts for 40% of global production compared to 15% in 2000, and usage is expected to continue to grow by over 3% annually over the next 5 years or so. Indian steel production had an average annual growth of 9.4% from 2000 to 2008 and is also expected to continue to grow by more than 4.5% per annum over the next 5-year period.
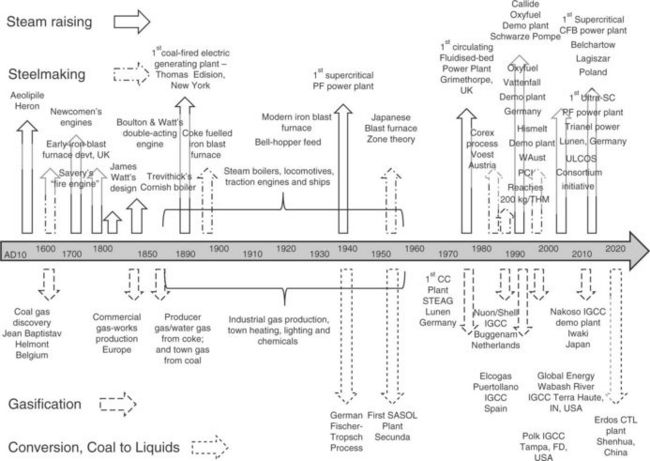
Early developments in the industrial use of coal occurred via four main avenues, namely steam-raising, iron and steelmaking, gasification, and conversion to transport fuels and/or chemicals. Figure 1.1 provides an indication as to how these applications progressed, and also serves to illustrate how each of these avenues has tended to become linked over time. In steam-raising the early developments were stationary engines, progressing over a 50-year period into various modes of transportation via trains, ships, etc., and steam-generating boilers for power generation. The first-ever commercial steam engine was designed by Thomas Newcomen and commissioned three hundred years ago in 1712. Since then, steam power transportation has peaked and all but disappeared in the space of only 250 years, and applications such as driving machinery in mills and factories, pumping water, raising men and minerals from deep mines, etc., have risen and fallen, but steam still provides the bulk of our heating and electrical power and, perhaps surprisingly, the most commonly used fuel is still coal.
In the first century after Newcomen’s engine, the reciprocating steam engine was refined and steadily improved till it reached its zenith in the early twentieth century. James Watt came up with the idea of the separate condenser in about 1763. He observed that if steam was condensed in a separate vessel from the cylinder, it would be possible to keep the condensing vessel cool and the cylinder hot at the same time. He built a prototype and found that the concept worked, and later added other improvements before building his now famous improved steam engine. After one or two disastrous business experiences, James Watt associated himself with a venture capitalist, Matthew Boulton, the owner of the Soho Engineering Works, near Birmingham, England. The firm of Boulton and Watt became famous, and James Watt’s steam engine probably emerged as the greatest single factor in the upcoming new industrial era in the UK. Matthew Boulton and James Watt, though they were pioneers, were not the only ones working on the development of the steam engine. They had serious rivals: one was Richard Trevithick in England, another was Oliver Evans of Philadelphia. Independently, both Trevithick and Evans invented a high-pressure engine which, in contrast to Watt’s steam engine, involved an arrangement whereby the steam entered the cylinder at slightly above atmospheric pressure.
The options for steam-raising boilers rapidly expanded from the mid-nineteenth century well into the next, as did the development of various firing appliances and auxiliaries. Numerous boiler types emerged, and emphasis began to be laid on thermal efficiency, which was extraordinarily low in the earliest units. Higher efficiencies were achieved via higher temperatures and pressures and by the incorporation of air heaters, economizers, super heaters, etc. With increased knowledge of boiler conditions, designers were able to adapt designs for coals of a very wide range, in terms of both quality and grade (Carney, 2012).
Emerging boiler types included vertical boilers, locomotive-type boilers, internal flue horizontal shell type (Lancashire and Cornish boilers are examples), multi-tubular horizontal shell type (e.g., the Economic boiler) and water-tube boilers. Marine boilers were either modified Economic or water-tube type. Firing types ranged from hand firing, as for locomotive boilers, to a variety of mechanical types for stoker-type boilers. Many of the early boilers used lump coal, which was burnt on a grate and could not cope with fines. But as boiler designs became larger, pulverized fuel firing was introduced with specially designed burner systems, which further improved efficiency by ensuring that very effective combustion conditions prevailed without smoke and with minimal excess air requirement. From then on boiler designs progressed to larger and larger unit capacities, and steady improvement in efficiency continued. Sub-critical units were able to deliver efficiencies up to the low to mid-1930s. Driven by the increasing demand for electricity, pulverized coal combustion (PCC) systems become the predominant option for electrical power generation plants, eventually accounting for over 90% of coal-fired capacity worldwide by the end of the twentieth century.
By the end of the last century there were significant changes occurring that many technologists believe will stimulate new approaches to coal utilization and consequential new requirements in coal quality. These include the emergence of new coal technologies in the power generation area: these include the expected transition towards higher efficiency systems including supercritical and ultra-supercritical power boilers, together with expansion to 1 GW unit capacity; integrated gasification combined cycle (IGCC) and eventually coal fuel cells, for which new materials science and engineering design solutions are currently being sought.
New technologies do not necessarily require radically different coal qualities and could in fact be more forgiving provided the quality is consistent. Carbon capture and gasification are the major challenges, and new developments will need to be coupled to some form of carbon dioxide separation and sequestration. Developers of the new generation of power plants, whatever the technology, are likely to seek supply partnerships that can provide long-term resources; plant designs will be based on these parties working together to ensure a sustainable outcome, incorporating ongoing climate change management.
In the metallurgical area, steel plants incorporating the ironmaking blast furnace produce over 60% of world crude steel production. Figure 1.2 illustrates the basic components of a blast furnace, which probably reached a limiting size in the last decade of the twentieth century. Future improvements will probably come from innovations via raw material usage and improvement in measurement and control technologies. The next major challenges will probably include the need to maximize productivity, reduce energy consumption and drastic reduction of CO2 emissions. The ironmaking process, including coke plant and sinter plant, consumes 56–75% of the total energy at an integrated steel works. New processes to potentially reduce the costs of both coal and iron for ironmaking by the traditional blast furnace route have been going on for many years, and they include the development of processes replacing coking coal with thermal coal or blends, with less expensive coal in the mix, and also processes which require iron ore to be supplied as pellets or briquettes.
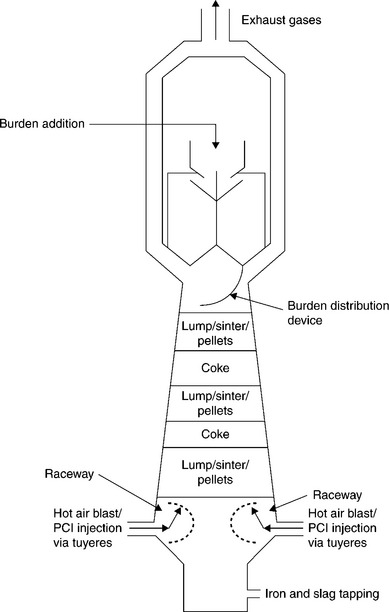
1.2 Schematic diagram of an ironmaking blast furnace (with pulverized coal injection – PCI) (Biswas, 1981).
Direct reduction processes are those where the iron ore is reduced to metallic iron at temperatures below the melting point of iron. The solid product is known as direct reduced iron (DRI) whereby the slag remains in the product. DRI processes can be broadly divided into reactor type, namely shaft processes (Midrex and HYL), rotary kilns (SL/RN) and rotary hearth furnaces (Fastmet and ITmk3).
Smelting-reduction processes are those that use coal as both a reductant and a carbon source. Examples are COREX and FINEX, together with the HI smelt process, which all produce a highly pure liquid iron.
The scrap-based electric-arc furnace (EAF) steelmaking route has been increasingly adopted worldwide due to its low capital cost and flexibility, but its future growth will depend on supply of high quality virgin iron via other emerging routes, especially DRI. Coal injection can also promote improved slag foaming in the EAF, so some high rank coal is used for this purpose.
Various combinations of DRI into EAFs currently provide about 4.8% of the world’s crude steel. Despite their seemingly strong potential, smelting-reduction processes used in conjunction blast furnaces, or as a standalone with the BOF, only produce about 0.2%. The economics are determined largely by the price of fuel; for example, in the Middle East natural gas-based processes currently have very low energy costs, and DRI is therefore very cost effective, whereas in the US, where the technology first took off, the increased gas cost has led to some plant closures.
Coal conversion can take several forms – some mature, such as the combination of Lurgigasifiers and Fischer Tropsch conversion as employed by SASOL in South Africa, and some still emerging as commercial propositions. The resurgence of coal gasification via IGCC has been further stimulated by the potential ease of CO2 capture and sequestration, relative to other forms of coal-driven power generation. Because gasification allows for poly-generation, i.e. heat, MWe, synthesis gas, chemicals, transport fuels and value-added by-products, it offers great potential as a truly integrated route to the highest efficiency and sustainability.
Finally, in situ forms of coal utilization, such as underground gasification are becoming increasingly appealing, especially in areas where coal deposits cannot be economically mined by conventional techniques. When successful and commercially viable, they can potentially enable controlled conversion into useable fuels or feedstock without the significant disturbance caused by mining. Also, they offer a lower cost route to CO2 capture and a possible access or site amenable to sequestration.
This chapter will cover the general issues facing the industry with regard to each of these areas of industrial use of coal as a precursor to a more detailed description by other authors later in the book.
1.2 Coal use in the power generation industry
The power generation industry is the single largest user of coal. Modern coal-based combustion systems can use a large variety of coals depending on system design; however, a plant designed for one coal may not be suitable for other types of coals. Coal-fired power generation is a major and traditional energy source in USA, Canada, and Australia, and is currently growing very rapidly in India and China. A recent Coal Industry Advisory Board report (CIAB report, 2011) has highlighted that the world will remain dependent on the continued use of coal for many decades. Coal use is projected to grow by over 60% from 2006 to 2030, such that the developing countries will use 97% of the projected increase. However, coal is the most CO2 intensive fossil fuel and is responsible for over 40% of all energy related CO2 emissions. The same report highlighted the measures needed to enable coal use to successfully meet CO2 reduction targets.
Carbon dioxide emissions from coal-fired power generation are much higher compared to those from alternative fuels. Consequently, coal is facing increasing competition from other fuels, mainly natural gas; however, the intensity of the competition depends on the availability and economy of natural gas or other gas sources. Nonetheless, because of uncertainty about long-term natural gas supplies, coal should remain the major fuel of choice in the foreseeable future.
Pulverized coal or fuel (PF) combustion is the most commonly used technology for coal-based power generation, accounting for approximately 40% of the total electricity supply. Coal combustion is a complex physical and chemical process involving drying and heating, devolatilization, and the oxidization of both the volatiles and the residual char. In a PF unit, coal is normally ground to a particle size with 80% passing through 75 micron, and is carried by the combustion air to the furnace burners. Coal particles are combusted at temperatures from 1300 °C to 1700 °C, releasing heat to raise the steam temperature. The process produces waste gases and solid residues known as ash. Figure 1.3 includes two simplified diagrams illustrating the PF-fired boiler process. The upper diagram shows the coal, combustion products and air paths; the lower diagram shows the water and steam circuits.

1.3 Conceptual diagrams illustrating the PF-fired boiler process. Source: Courtesy Ultra-Systems Technology, Juniper, L. Thermal Coal Technology, 1999
In coal-fired power generation, efficiency is a key performance parameter, where a 1% improvement in overall efficiency can increase steam output and also result in up to 3% reduction in CO2 emissions. Coal-based power generators are attempting to reduce the environmental impact by increasing the efficiency of established pulverized coal-fired technology, and also by developing alternative technologies such as IGCC in parallel with improved designs of PC-fired units. However, PCC is currently by far the most widely adopted system. Recently, the efficiency of pulverized coal-fired technology has been improved significantly with the development of supercritical and ultra-supercritical (USC) boilers. While sub-critical plants can achieve efficiencies up to 35%, state-of-the-art USC plants can deliver much higher efficiency. The practical efficiency of a generating steam from a supercritical boiler is around 40% of the lower heating value of coal, while state-of-the-art ultra-supercritical coal-fired units could provide thermal efficiencies of up to 47%. Commercial USC plants (> 1000 MWe) with design efficiencies up to 46% are operating in China and other parts of the world. Therefore, the efficiency of the best PC plants could conceivably approach 50% in the next decade.
In addition to PCC units, there has been significant development of circulating fluidized bed combustion (CFBC) technology which can better utilize low-rank or poorer quality fuels with potentially lower emissions. CFBC and pressurized fluidized bed combustion (PFBC) have only recently reached economically viable scales. The first supercritical CFBC plant of 460 MWe size was commissioned in Poland in 2009, while designs of a larger unit size are under way. Application of the CFBC technology will continue to grow, particularly for burning lower grade coals, including plant rejects and high sulphur coals, opportunity fuels and biomass.
IGCC is arguably the most appealing technology and is well placed to facilitate CO2 capture. However, the cost and availability of IGCC remains a barrier to establishing a viable alternative to PCC units. The main driver was that energy efficiency of IGCC is higher than conventional coal-based pulverized fuel power plants, and this became more significant when carbon capture issues emerged. CO2 capture and sequestration is significantly more readily achievable via gasifier-based systems than from conventional boiler off-gas. The Department of Energy (DOE) Clean Coal demonstration project helped construct 3 IGCC plants: Wabash River Power Station in West Terre Haute, Indiana; Polk Power Station in Tampa, Florida which was brought on line in 1996 (Fig.1.4); Piñon Pine in Reno, Nevada. The Wabash River and Polk Power (McDaniel and Hornick, 2001) stations are currently operating, following resolution of demonstration start-up problems, but the Piñon Pine project encountered significant problems and was abandoned.
IGCC is now advertised as ‘capture ready’ and could potentially capture and store carbon dioxide. Poland’s Kędzierzyn plant, when operational, will host a Zero-Emission Power & Chemical Plant that combines coal gasification technology with carbon capture and storage (CCS). This installation had been planned for start-up in 2009, but there has been no information about it since then. Other operating IGCC plants in existence around the world are the Nuon plant in Alexander (formerly Buggenum) in the Netherlands, Puertollano in Spain, both coal or petroleum coke users, and the residual oil-fired JGC plant in Japan.
Mitsubishi Heavy Industries (MHI) is one of the few companies in the world that possesses proprietary technology for both air-blown and oxygen-blown gasifiers. The company’s air-blown technology was adopted for the 250 MW Nakoso IGCC demonstration plant in Iwaki, Fukushima prefecture in Japan, which is owned by Clean Coal Power R&D Co., Ltd., a venture funded by ten Japanese electric power companies. The plant reportedly achieved the world’s highest level of power generation efficiency.
The Nakoso plant had completed more than 16 000 h of operation, before being devastated after the earthquake and subsequent tsunami in March 2011. After the initial shock, Nakoso staff were quickly mobilized to rebuild the plant. In view of the severe electricity shortage, there was a particular focus on returning to full operation in time for the summer peak where every kilowatt would be needed to maintain stable supply. Within four months the Nakoso IGCC power station was returned to full load and continued without interruption to more than 2000 h. The Nakoso plant has clearly established air-blown IGCC as a reliable, proven technology with the vision and commitment of both METI (Japanese Ministry of Economy, Trade and Industry) and Japanese Electric Power Utility companies; it has been tried and tested in the worst circumstances imaginable (Oettinger, 2012).
In mid 2012, MHI was awarded a contract to perform the front-end engineering and design (FEED) services for the Hydrogen Energy California (HECA) project. The plant will be built near Bakersfield in California’s Central Valley. Funded in part by the US DOE, the HECA project is an IGCC power generation plant with a fertilizer production plant utilizing syngas as feedstock. The project could be one of the world’s first commercial-scale IGCC power plants, with 90% or greater CCS capability. The recovered CO2 will be used in fertilizer production and for enhanced oil recovery (EOR). The IGCC power plant, which will employ MHI’s oxygen-blown gasification technology, will have the capacity to generate 400 megawatts (MW) of electricity, while the fertilizer plant will be capable of producing 2500 tonnes per day. Construction is slated for completion by the end of 2017. Since the HECA facility will be producing both electricity and fertilizer, the oxygen-blown technology was a more appropriate fit for the project.
As there are still only six coal-based commercially operating IGCC power generation plants in the world, many regard IGCC as being between demonstration stage and commercial scale, but those units that have been operated, e.g., Polk in the USA, Puertollano and Buggenamin Europe, etc., have achieved thermal efficiencies of up to 45% and have not been fully coupled to combined cycle generation and sequestration. Increased cooperation among technology vendors and utilities, clarity in emission guidelines and incentives from governments will hopefully accelerate the commercial deployment of IGCC technology. The move to CCS will then provide additional challenges.
About 45% of the world’s thermal coal is either high-moisture (lower rank > 30%) or high ash-content (> 30%). As a consequence of this, considerable R&D effort has gone into the development of coal-drying technologies to improve the energy value of such coals, particularly in Australia, Germany and the United States. Large-scale integrated demonstration is therefore an important step towards full commercialization. There is a similar requirement for enhanced coal beneficiation technologies to provide lower energy and/or water-intensive methods for reducing ash and sulphur content. Success in developing more efficient coal-drying and beneficiation technologies will promote the wider and efficient use of low-rank coals in both ultra-supercritical PCC and IGCC applications. Coupled with this is the drive towards improving online analysis and control techniques to enable better blending/homogenization and improved quality consistency, leading to optimization of operating efficiencies for coal-fired power plants.
The issue of CCS will have significant impact on both the existing and emerging high efficiency units. At present, retrofitting of PC or CFBC units with CO2 capture will cause up to 10% efficiency loss. The CO2 capture retrofit is expected to be more favourable for existing, high efficiency plants. Therefore, the very small and most inefficient units are less likely to be considered viable for retrofitting. Assuming a 40% cut-off efficiency criterion, less than 10% of the existing units may still be suitable for retrofitting CCS technology, provided acceptable geological storage locations become available. However, due to this decreased efficiency, units retrofitted with CCS will lose exportable generation capacity. On the other hand, more than 50% of more recent plants (SC or USC) would probably be suitable for CO2 capture retrofit. It is estimated that by 2030, up to 30% of the fleet could be regarded as retrofittable. In future, the development of high performance steel could further increase efficiency over 50%, or development of Ni super alloys may allow 60%.
Oxyfuel combustion has been also proposed as one transition technology for addressing CO2 issues relating to existing power stations. Oxyfuel technology, which can in principle be used with both PC and CFBC units, is undergoing parallel development for CO2 capture. One PC-based pilot unit in Germany (30 MWth), Schwarze Pumpe run by Vattenfall, was commissioned in 2008 and a commercial-scale ‘oxyfuel’ plant is planned for completion in 2015. In Australia, a 30 MWe PC (previously mothballed) unit at Callide power station has recently been retrofitted to use oxy-firing to prove up the technology for potential retrofitting of other Australian plants but a suitable sequestration site is yet to be identified.
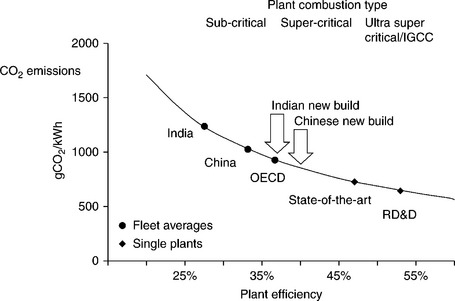
Despite several future commercial demonstrations of IGCC, SC and USC, pulverized coal plants will continue to dominate the technology for coal-based power generation. Improving the efficiency of both existing and future coal-fired power plants has the potential to achieve significant and cost-effective emission reductions (see Fig. 1.5). The most efficient (45%) coal power plants will therefore have CO2 emissions up to 40% lower than the less efficient (28%) plants. Replacement of existing, inefficient coal-fired plants would therefore reduce CO2 emissions by almost 25%, representing a 6% reduction in global CO2 emissions. The installation of CCS at the most efficient plants could provide further much deeper emission cuts. This is the current industry thrust in the established user markets. Later in this book, these issues will be dealt with in more detail.
1.3 Coal use in the steel industry
Metallurgical coal or coking coal is vital for sustainable steel manufacturing, as over 70% of global steel production from iron ore is primarily dependent on coal. In 2010, world crude steel production was 1.4 billion tones, utilizing around 721 million tonnes of coking coal. Most of coal-based ironmaking technologies can be divided into two groups, namely smelting and direct reduction processes. A European study predicted the steelmaking technology trends beyond the Kyoto Protocol (Birat et al., 2003). Accordingly, within the time frame of Kyoto Protocol, improving efficiency and efficient utilization of resources could reduce CO2 emissions by only 5–10%. The period beyond 2012 could see increased use of scrap and natural gas usage in steel industry. In the long term leading up to 2050, breakthrough process technologies based on radically new routes may involve the increased use of hydrogen for reduction of iron ore, smelting-reduction processes, and further increase in the share of carbon-lean fuels such as natural gas. Figure 1.6 illustrates the share of different technologies which could be in place for steel manufacturing in 2050. The study highlighted that blast furnace is going to be the single largest process for producing iron from ore, even though the share of this route might decrease to 40% from the current level of 60%. Despite the decreased share of iron ore-based steelmaking, the share of the coal-based blast furnace process will still remain about 70%. Based on this technological framework, CO2 emission is predicted to drop by about 39%.
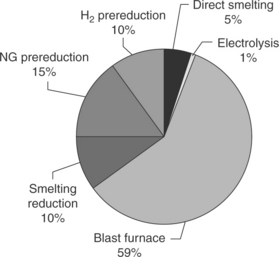
1.6 Projected steelmaking routes in 2050 (Birat et al., 2003).
It can be seen that even in the medium to long term, two fundamental routes will be dominant for steelmaking: an integrated steel plant and a ‘mini-mill’ EAF-based plant. In the integrated steel plant, coal and coke are essential and directly used for reducing iron ore in a blast furnace by coke. On the other hand, the electric-arc based plants will rely indirectly on coal, as the required electric power can be most efficiently procured from coal-fired power stations. Therefore, actual coal use for steelmaking will continue to play a critical role, even up to the middle of this century.
The blast furnace process is the most mature and efficient technology for producing hot metal for steelmaking. Coke is a critical material needed for blast furnace technology, as it provides thermal energy, gases for iron ore reduction, and permeability for both gases and liquids. The coke is partially gasified in the blast furnace by the air blast, providing both the reductant carbon and the heat needed for the chemical reactions. Lump iron ore, agglomerated and fluxed iron ore (sinter and pellets), as well as coke are charged from top of a blast furnace, which then undergoes a series of chemical and physical reactions as the burden slowly descends towards the bottom of the furnace, as shown earlier in Fig.1.2.
Some key issues relating to the use and future of blast furnaces include growing concern over combustion impacts and coke oven and sinter plant emissions, e.g., CO2, NOx, and SOx, aromatics and particulates. As these facilities age, such problems are exacerbated. Iron ore and reductant sources are often geographically disparate and, where many of the old established steelworks were located in areas close to one or both of these raw material sources, these eventually became exhausted and most of those now remaining in operation are dependent on importation. As raw material costs account for over 70% of the ironmaking cost, this is therefore a major consideration in operating blast furnaces.
Over the years, economies in scale have helped to drive productivity improvements. Figure 1.7 shows how blast furnace capacity increased over time until the late 1980s when an upper volumetric limit was probably reached. Since then, improved productivity has been achieved by a combination of careful selection and control in usage of the raw materials, as well as process control and modelling. The introduction of fuel injection technologies has added further benefits for plants by reducing the quantity of coke. As raw material costs account for such a large proportion of the ironmaking cost, and coking coal represents the most expensive single cost, the increased coal injection drives potentially large saving in coking coal.

Pulverized coal injection (PCI) technology is now commonly used in blast furnace operation to replace thermal role of coke required for the process. The use of PCI has a number of benefits, including reducing the costs of using either gas or fuel oil as well as replacing coke in the burden, i.e., increasing coke replacement ratio, thereby prolonging the life of existing coke batteries. A cheaper and wider range of non-coking coals can be used in PCI compared to coking coals. Carbonaceous material reacts with oxygen, while hydrogen from the hydrocarbon or moisture in the injected fuel or blast air reacts with oxygen. Unburnt char undergoes an endothermic reaction (known as the Boudouard reaction) and therefore limits the injection of hydrogen rich fuels, or moisture into the blast furnace in terms of the lower zone heat balance. An excessively high level of blast moisture can ‘overcool’ the furnace, causing premature or localized solidification and serious disruption in the moving burden.
In a typical medium size blast furnace, the total fuel rate consumption is about 600 kg/tonne of hot metal. This is equivalent to about 770 kg of coal consumption per tonne of steel. At present, the supplementary fuel levels are often less than one third of the total fuel rate consumption of a blast furnace. In future, increasing cost pressure will lead to reduced reliance on coke, further exacerbated by the need for CO2 reduction. Therefore, coke substitution by pulverized coal (PCI) has been adopted as the most common global strategy to reduce reliance on coke with a target to reduce coke rate to 50% of the total blast furnace fuel. However, due to a limited gain in net fuel reduction at increasing PCI levels beyond ~ 200 kg/t-HM, further technical development will be needed for average injection rates significantly greater than this to be achieved (Gupta and Sahajwalla, 2005).
Natural gas can be injected into the blast furnace as a replacement for coal. Natural gas injection could result in lower CO2 emission and higher hydrogen in the furnace when compared to PCI, and hence could be favoured for sustainable development. Natural gas replaces coke at a higher rate per kg of fuel injected; however, due to technical reasons related to furnace temperature, natural gas can be injected only at relatively low rates. This means that coal can be injected at higher rates than natural gas, and coal thereby replaces more coke per unit of production than natural gas. Therefore, coal as PCI may see some substitution by natural gas depending on availability and economy of natural gas. However, the natural gas prices fluctuation and technical limits to high gas injection pose issues of significantly lower total coke replacement rates compared with coal. Therefore, extensive replacement of coal by natural gas as an injectant is less likely in the near future.
Other fuels which can be injected into blast furnaces at levels similar to coal include plastics and biomass (wood or charcoal). At present, injection levels of plastics are relatively low and the cost of biomass is high relative to coal, so growth in the use of these injectants is also forecast to be incremental. The use of charcoal in blast furnaces would require a large shift in the economics of charcoal production as well as re-design of the blast furnace process. This is not forecast to occur, except in special circumstances related to favourable low costs of charcoal production. If the current high costs could be reduced so that charcoal could become competitive with fossil fuels such as coal, this biomass fuel could be appropriate for some of the new smelting-reduction processes.
Longer-term strategies for sustainability will require novel approaches such as increased use of hydrogen electrolysis or energy form non-fossil sources such as nuclear energy. These innovations are not seen to be viable unless the regulatory changes enforce significant economic sanctions against the use of coal.
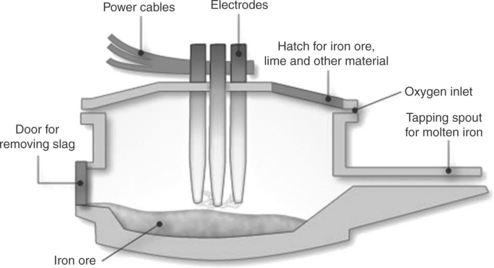
The alternative to the integrated route is the mini-mill. In the mini-mill, recycled steel and scrap are melted with the help of an electric arc furnace (EAF) and processed into final products without requiring an iron production step (Fig.1.8). This eliminates the need for having to produce the coke and sinter essential for the blast furnace, and also significantly reduces the capital and operating costs as well as the potential environmental impact. However, there are limitations in terms of steel products that can be made from a predominantly scrap-based feedstock. More than 40% of steel around the world is produced by recycling of used steel products mainly through the EAF. Typically, the EAF is charged with steel scrap, or some DRI, or pig iron. In an EAF, heat is provided via an electric arc (around 35 MW) to melt the charge at a temperature of about 1600 °C. EAFs do not use coal directly as a raw material, but often rely on coal-fired electric power. In addition, up to about 150 kg of coal (or coke) per tonne of steel is used for carburizing as well as for producing gases needed to create a foam which protects the electrodes.
As mentioned above, products derived from direct reduction of iron ore without melting (e.g. DRI and hot briquetted iron (HBI)), or pig iron are often utilized as feed, together with scrap steel, to provide a source of high quality ‘clean iron’ required for higher quality steels. Both DRI and HBI are generally produced using a reducing gas derived from reformed natural gas, usually with either pellet or lump ore, and in some cases a fine ore feed, depending on the process employed. Coal-based kiln-type processes are also used for DRI, sometimes referred to as sponge iron.
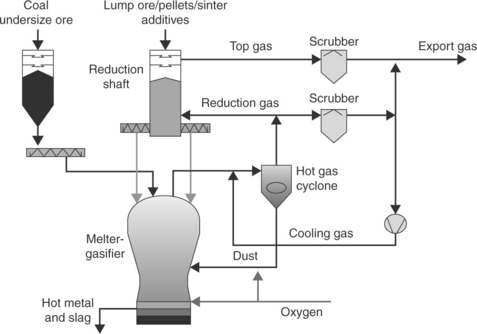
A number of relatively new ironmaking processes for directly smelting iron ore have been developed which, like the EAF, will also eliminate the need for cokemaking and ore agglomeration processes such as sinter or pellet plants. The COREX process is the most developed smelting technology in this category (Fig.1.9), but even after almost 30 years in development it is still currently limited to a few commercial plants in Korea (POSCO), India (JSW and Essar Steel), China (BaoSteel) and South Africa (ArcelorMittal). Direct smelting processes rely on feeding iron ore, or in some cases prereduced iron ore, into a smelting vessel together with coal as the reductant. Based on current pace of technological development, even the projected growth of COREX and FINEX technologies appears to be slow, and longer-term prospects for either option remain difficult to predict.
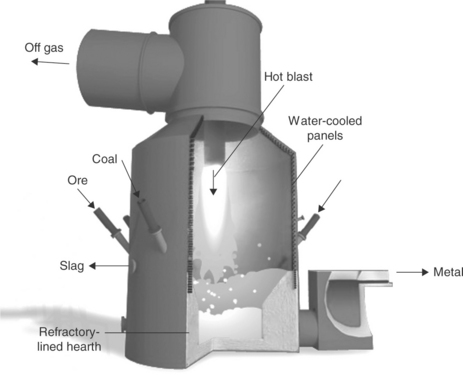
Another promising process developed by Rio Tinto and JV partners to the commercial stage at Kwinana in Western Australia (WA) is the HIsmelt process (Fig.1.10) (Green, 2000). This plant was closed down following extensive trials in late 2008, and has remained closed due to recent strength in the mineral sector in WA (iron ore in particular), which has raised relative costs and rendered local pig iron production fundamentally non-viable (regardless of technology choice). Plans are in place to relocate the plant to India to continue development there. The underlying (longer-term) reasons for Rio Tinto’s development of HIsmelt are still in place, even though strong demand for iron ore (over the past decade) has dampened the short-term need. This now appears to be changing, and Rio Tinto wants to see additional HIsmelt plants built at suitable locations in order to complete the development.
Despite serious efforts, no other technologies have yet achieved commercial success and no new technology which could become commercial reality at least in the short run is on the horizon.
Continued application of coal in blast furnace technology is facing two major challenges, namely declining supply of high quality coking coal and increasing pressure to minimize impact on climate change. The role of coke in a blast furnace is indispensable as it provides mechanical support, permeability, CO gas for reduction of iron oxides, the carbon source for direct reduction of iron oxides and carburization of hot metal and heat through combustion. Therefore, coke quality is going to become increasingly critical in order to ensure that it has sufficient strength, reactivity and capacity to maintain suitable permeability (size and voidage) especially in view of the increasing blast furnace size.
To address the impact of steel manufacturing on climate change, the European industry, represented by a consortium of 48 European companies and organizations, evaluated a wide range of technologies under the Ultra-low CO2 Steelmaking (ULCOS) programme. Accordingly, the blast furnace has been acknowledged as the most viable ironmaking technology, even though its relative share in the technology mix may drop to 40% from the current level of 60% in 2050. However, some modification in the existing blast furnace process will be required by coupling with CO2 sequestration and storage technologies. According to the ULCOS approach, blast furnace operation with top gas recycling with nitrogen, coupled with carbon sequestrating technologies, seems to be the most promising pathway for addressingCO2 issues. This may have implications for future coking coal requirement; the standard coke quality of low reactivity and high strength might be insufficient for the emerging blast furnace technologies, as these do not take into account the influence of what could be radically modified process conditions. Coke quality will remain of fundamental importance in the existing as well as in any emerging blast furnace technologies.
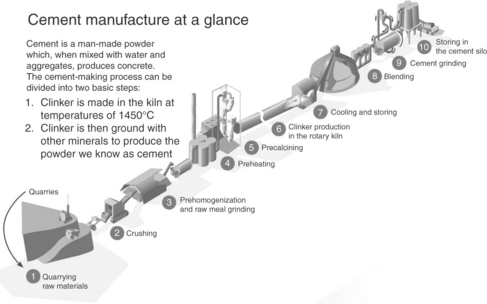
1.4 Coal use in the cement industry
Coal is used as an energy source in cement production, which is a critical commodity for the construction industry. Over 3.3 billion tonnes of cement were consumed globally in 2010. Cement is made from a mixture of calcium carbonate, silica, iron oxide and alumina in a high-temperature kiln that is often fuelled by coal. This clinker is mixed with gypsum and ground to a fine powder to make cement. Large amounts of energy are therefore required to produce cement. Kilns usually burn coal in the form of powder e.g., ~ 70% < 75 microns, and consume around 450 g of (bituminous) coal for every tonne of cement produced, although qualities can vary widely with ash contents from as low as 5% (rare) up to about 20% for imported coals, but higher (up to 30%) for some local sources. Ash constituents will also be important in determining the potential contribution from the ash to the eventual mix. The role of coal in the processes leading to the production of cement and concrete therefore includes the following:
• Coal-derived power plant ash (fly-ash and bottom ash) is widely used as a constituent raw material.
• Pulverized coal is used as a fuel in rotary kilns.
• Coal-derived fly-ash is used as an additive in concrete mixes as a substitute for Portland cement when properties are favourable.
• Coal-derived fly-ash is used in a clinker mix as a value-adding additive for blended cements.
• Some ash products are used for the production as lightweight aggregates for building materials, for example ash containing cenospheres (small diameter slag bubbles).
All of the ‘ingredient’ applications depend on the distinctive properties of the ash material, often pozzolanic; so many power plants must work to a ‘product specification’ that meets the needs of the cement plant. Where the ash products fail to comply, for example if the carbon content exceeds 5% by mass, the disposal costs can sometimes be severe. For example, in Japan local legislation may define ash materials as an industrial waste which therefore must be disposed of in an approved location. In some cases, this can be a long distance from the plant, incurring costs of over $100/tonne.
Two main cement manufacturing processes are currently used: the dry process and the wet process. The dry process uses more energy in grinding, but less in the kiln; the wet process has lower overheads than the dry process. The processes involved in producing Portland cement and concrete material are described in more detail later in the book, but the two distinctive processes used to prepare the feed to the kiln can be described as follows:
1. Dry process – quarried clay and limestone are crushed separately to about 100 mm upper size. Both material streams are sampled for mineral analysis. If necessary, minerals are then added to ensure that the correct amounts of aluminium, iron, etc. are present. The clay and limestone are then fed together into a pulverizer mill and ground until more than 85% of the material is less than 75 μm.
2. Wet process – the clay is first mixed to a water-based slurry paste in a mixing tank. Crushed lime is then added, and the whole mixture further ground, usually in a ball-mill, and homogenized. The slurry is then tested to ensure that it contains the correct balance of minerals, and any extra ingredients are blended in as necessary. The raw materials are then dried, heated and fed into a rotating kiln. Here the mixture reacts at very high temperatures (~ 1450 °C) to form ‘clinker’, or 3CaO•SiO2 (tricalcium silicate), 2CaO•SiO2 (dicalcium silicate), 3CaO•Al2O3 (tricalciumaluminate) and 4CaO•Al2O3•Fe2O3 (tetracalciumalumino-ferrate). The coarse clinker now produced is then ground down to a fine powder to transform it into useful cement.
Figure 1.11 shows the stages involved in producing cement.
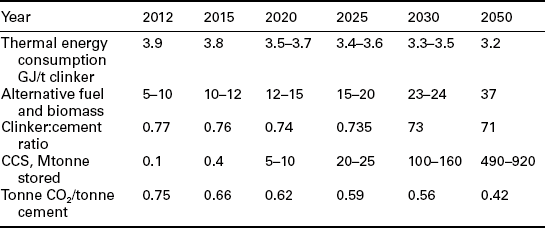
Carbon emissions from cement plants have been the subject of several studies, which have been summarized in a recent IEA document ‘Cement Technology Roadmap 2009’ (Cement Technology Roadmap, 2009). This considers carbon emissions up to 2050. Using differing scenarios, baseline emissions and future demand forecasts, they still come to similar conclusions and highlight the impacts in relation to the four levers for carbon emission reduction, i.e.,
1. Thermal and electric efficiency – greater energy efficiency.
2. Alternative fuels, i.e., introducing less carbon intensive fossil fuels and biomass.
3. Clinker substitution – transition from carbon intensive to lower carbon materials.
The ‘Cement Road Map’ document uses the indicators included in Table 1.1 to illustrate what developments are needed to achieve the targets set out in the road map. Although they may seem ambitious given the current state of unproven technical and commercial viability, this data serves to emphasize an urgent need for action via feasibility studies and industrialscale demonstrations and is a challenge to the coal industry to get involved and contribute.
1.5 Coal conversion and other industries
Sustainable utilization of coal in the coming years may require significant integration of industries, particularly steel and power, which is more obvious in the growing Asian economies. These industries may also be combined with transport industries to manufacture coal-based transport fuels.
Gasification as technology is not new, having been commercially applied in Germany, the UK and elsewhere well before the start of the twentieth century when the main use was to produce gas for industrial and municipal use including illumination. During World War I, the coal gas industry by-products xylene, phenol, toluene, ammonia and the sulphur compounds were valuable ingredients of numerous products including explosives. World War II saw significant changes in ‘commercial’ applications of coal gasification when technologies were developed for producing synfuels, chemicals and transport fuel.
An outcome of the gasification era was the development of carbonization (cokemaking) and pyrolysis processes for producing liquids. High-temperature carbonization is the oldest process for obtaining coal-derived liquids (tar), whereby the coal is heated to ~ 950 °C, which leads to decomposition of the coal structure with volatiles being driven off, but this approach usually results in unacceptably low yields of below 20%. Mild pyrolysis at lower temperatures of 450–650 °C provides for slightly higher gas and tar yields and better quality char, but the liquid products need more chemical treatment to obtain useful fuels, and such processes are no longer regarded as being economically viable.
Direct liquefaction involves hydrogen addition to the coal to obtain distillable liquids. There have been a number of different processes, e.g., NEDOL, H-Coal, Exxon Donor Solvent, Kohleoel, SCR and Conoco, but the basic approach involves dissolution of the coal in a solvent at high temperature and pressure followed by ‘hydrocracking’ using the hydrogen with a catalyst. Liquid yields can exceed 70% at quite high thermal efficiencies, up to 70%, but further upgrading is required to obtain transport fuels or other products. There are two main groups of direct liquefaction processes, namely singlestage and two-stage. These are described in some detail in a later chapter, but the single-stage process provides distillates through a primary reactor, and the two-stage, the more common, provides distillates through two reactors. The two-stage processes have often been developments from the single-stage in order to improve the product recovery and range. For example, the H-Coal process was developed into the Catalytic 2-Stage process and is the technology chosen for Shenhua’s planned HTI–CTL plant in Inner Mongolia described later.
Indirect liquefaction involves the complete destruction of the coal structure by gasification using steam. This creates the so-called synthesis gas (or syngas), which is adjusted to provide the desired balance of hydrogen and carbon monoxide. Sulphur compounds are removed to eliminate any risk of poisoning the catalyst. The syngas is then passed over the catalyst at quite a low temperature and pressure, e.g., 260–350 °C and 50–70 bar for methanol.
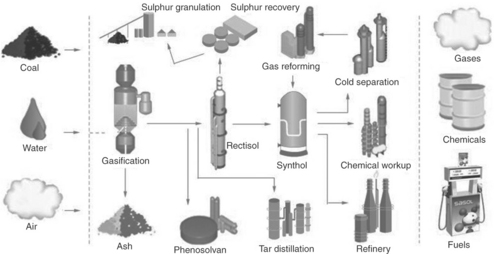
In the late 1950s, South Africa developed a synfuels industry via the formation of SASOL. This approach utilized the country’s vast deposits of lower grade (high ash) bituminous coal by employing indirect liquefaction via the combination of a Lurgi fixed-bed gasifier in conjunction with the Fischer Tropsch process – known as the High Temperature Fischer Tropsch process (HTFT). Another South African company, AECI, also employed gasifiers for ammonia production from coal.
But it was not until the 1980s that the Carter Administration in the USA encouraged greater use of coal as an alternative to oil, resulting in the development of the Dakota Gas Company in 1984, converting coal to SNG, using the SASOL Lurgi designed gasifiers with lignite. These units are still operational.
Several other gasification plants were established in the next decade: e.g. SchwarzePumpe, Vresova and technology developers such as Shell, GE (Texaco), Lurgi, Kellogg Brown and Root, etc., developed new gasifiers, and several pilot plants and demonstration plants were built in Europe and the USA.
The focus then shifted to the so-called IGCC (mentioned earlier) or power plant re-powering with coal and/or petroleum coke used as feed to predominantly produce MWe. However, there were some planned applications for hydrogen and ammonia production during the last decade of the twentieth century. Also in this final decade, China and India began growing at a significant pace and there was recognition that energy supply would need to expand to sustain rapid growth in the economy, which stimulated interest in gasification initially and conversion later in both these countries, but China has progressed much further as of now.
International tension and instability in the Middle East increased, resulting in increased oil prices, and the rise in international terrorism (especially following 11 September 2001) further stimulated the realization that energy security was a matter of national concern in most established economies. An outcome was that coal once again became of national value, and coal technology investment was revisited, with the result that several IGCC projects emerged; cost and environment issues were delayed (in the USA especially) and interest in coal conversion was re-kindled. The popular view was that development of a CTL strategy can serve as a hedge against oil-related energy security risks, especially using domestic coal reserves, or accessing the relatively stable international coal market. It can also allow countries to minimize exposure to oil price volatility whilst providing liquid fuels and chemicals essential for ensuring economic stability or growth (Coal–Liquid Fuels, 2010). With such a strategy in mind, coal to chemicals/fuels project development studies proliferated with coal, biomass and petroleum coke as feedstocks. New (and not so new) technologies emerged or re-emerged, including plasma, molten iron baths, catalytic gasification, etc. None is fully commercialized as yet, but interest has continued to grow in the application of gasification and generated synthetic gas as alternatives to crude oil and natural gas. Commercial enterprises as well as some that are government supported, particularly in China and India, are certainly emerging.
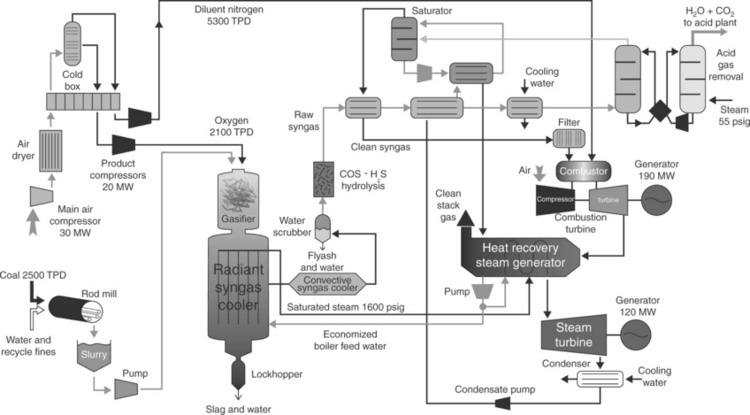
As stated earlier, South Africa has been producing coal-derived fuels since 1955, and today around 30% of the country’s gasoline and diesel needs are produced from domestic coal. The former state-owned company SASOL has continuously expanded its CTL capacity and product range. By the late 1960s, South Africa was producing chemical and transport fuels on a large scale via the SASOL plants. Crude oil price spikes in 1973 and 1976 prompted construction of the SASOL 2 and 3 plants, thereby creating the world’s largest coal-to-liquid complex (over 150 000 bbl/d), using re-designed Lurgigasifiers. The HTFT process operates at 300–350 °C and 20–30 bar with an iron-based catalyst. It produces a lighter suite of products, including high quality ultra-clean gasoline, petrochemicals and oxygenated chemicals. Figure 1.12 is a recent schematic showing the major process components and products.
China will probably be the next major producer of coal-derived fuels. The state-owned China Shenhua Group pioneered the direct CTL project in Erdos, Inner Mongolia, mentioned earlier, raising hopes that the world’s second largest oil-consuming nation may make forays into alternative fuel production. The parent of China Shenhua Energy Co., the country’s biggest coal producer, reportedly produced 470 000 tonnes of oil products from coal in the first half of 2011 and the costs of the fuel were stated as being equivalent to crude oil prices of less than US$60 a barrel.
The CTL demonstration project, with designed fuel production capacity of 1.08 million tonnes per year, has been in continuous and stable operation since November 2010. Shenhua plans to raise fuel production capacity in Erdos to 3 million tonnes a year by adding another direct CTL line in the first phase and to 5 million tonnes a year after the second phase is completed, but no time frame has been reported. Shenhua also plans to start constructing a 3 million tonnes per year direct CTL project in north-western Xinjiang.
In March 2011, China granted initial environmental approval to an indirect CTL project in northern Ningxia region by the South African petrochemical firm SASOL and Shenhua Group to make 3.16 million tonnes of diesel and 655 500 tonnes of naphtha per year, but this project is now believed to be on hold. Shenhua plans to produce 3 million tonnes of oil products, 5 million tonnes of chemical products, and 1.8 billion cubic metres of natural gas annually by 2015 from its CTL, coal-to-gas and coal-to-olefin projects, and also plans to boost production of oil products to 11 million tonnes, chemical products to 10 million tonnes, and natural gas to 18.3 billion cubic metres by 2020.
1.6 In situ gasification
Since the early 1930s, underground coal gasification (UCG) has been promoted as a likely long-term option in the safe, economic recovery of the large resources of coal unlikely to be ever considered mineable. However, it is only recently that UCG has begun to realize this commercial potential.
UCG is essentially surface gasification transplanted to the natural environment. Coal is partially gasified in situ by injecting oxidants via a drill hole functioning as an injection well, usually into a deep coal seam. Gasification proceeds in a carefully controlled manner after ignition of the mixture, allowing the resulting gas mixture (synthesis gas, or ‘syngas’) to flow to the surface under pressure via a second hole, i.e., the production well. Once at the surface, conventional technologies are used to prepare the syngas for use in processes such as electricity production or the manufacture of liquid fuels and chemicals (Couch, 2009).
In the past decade, advances in key recovery technologies, particularly those used for oil and gas and also coal bed methane (CBM) industries, have led to greater confidence that UCG can become an economically viable and safe undertaking. This, combined with current issues of energy security and the need to reduce environmental impacts, has initiated a significant global resurgence of interest in UCG with the result that about ten UCG projects are either currently in operation, or in advanced stages of development, and over 30 projects are known to be in development around the globe (Anon., 2011).
1.7 Conclusion
This chapter is primarily intended to provide an overview of the current status of coal usage using existing and emerging technologies for power generation, metal processing, coal conversion and other industrial uses of coal. The current ‘state-of-play’ and implications of developmental trends for emerging, cleaner manufacturing industries on sustainable coal utilization in the short to mid-term are also discussed, together with the likely impacts of increasing environmental pressures. Subsequent chapters of this book deal with this subject matter in much more detail and also provide a clear indication of the future potential.
1.8 Bibliography
Adams, D.M.B., Carpenter, A.M., Couch, G.R., Fernando, R., Henderson, C., Moreea-Taha, R., Nalbandian, H., Niksa, S., Nilsson, P., Rousaki, K., Scott, D.H. Coal Combustion Technology, IEA Clean Coal Centre, UK. Available from: http://www.iea-coal.org/site, 2007.
Anderson, S.H., Metius, G.E., McClelland, J.M. Future Green Steelmaking Technologies. http://www.midrex.com/info/resource_making.asp, 2003. [Available from:].
Anon. Underground Coal Gasification Poised to Grow 5-fold – Zeus Report Finds. COMTEX News Network, Inc.,. (18 October 2011):2011.
Birat, J.P., Hanort, F., Danloy, G., CO2 mitigation technologies in the steel industry: a benchmarking study based on process calculations, Proc. 3rd ICSTI, Düsseldorf, 2003:588–592. [16–20 June].
Biswas, A.K. Principles of Blast Furnace Ironmaking. NSW, Australia: Cootha Publishing; 1981.
Burnard, K., Bhattacharya, S. Power Generation from Coal: Ongoing Developments & Outlook. OECD/IEA, IEA Publication, Paris. http://www.iea.org/publications, 2011. [Available from].
Burke, P.D., Gull, S., HIsmelt – The Alternative Ironmaking Technology. Conference on Smelting Reduction for Ironmaking, Bhubaneswar, India, 2002. [18–19 December 2002.].
Carney, D. 300 Years of the Steam Engine. http://www.model-engineer.co.uk, 2012. [Available from:].
Carpenter, A.M., Niksa, S., Scott, D.J., Wu, Z. Fundamentals of Coal Combustion. Available from: http://www.coalonline.org/site/coalonline, 2007.
Carpenter, A.M., Coade, R., Coldham, R., Fernando, R., Fleming, A., Foster, D., Goonan, G., Henderson, C., Holmes, D., Johnson, T., Mann, S.D., Mason, M., McNabb, D., Moreea-Taha, R., Pham, D., Scott, D.H., Soud, H.N., Swainsbury, D. Coal Combustion Technology for a Competitive Power Market, IEA Clean Coal Centre, UK. Available from: http://www.iea-coal.org/site, 2006.
Carpenter, A., Couch, G., Nalbandian, H., Reeve, D.A., Scott, D.H., Sloss, L., Smith, I.M., Vernon, J.L. Metallurgical Uses of Coal. http://www.iea-coal.org/site, 2010. [Available from].
Technology Roadmap, World Business Council for Sustainable Development, IEA, 2009.
CIAB Report. International Coal Policy Developments. http://www.iea.org/ciab/ciabmark_2011.pdf, 2011. [Available from:].
Clemente, F. The Global Value of Coal. IEA: CIAB; 2012.
Coal and Steel. World Coal Institute. Available from: http://www.worldcoal.org, 2007.
Coal-Liquid Fuels. World Coal Institute. Available from: http://www.world-coal.org, 2010.
Couch, G.R. Underground Coal Gasification. London, UK: IEA Clean Coal Centre, International Energy Agency; 2009.
Gupta, S., Sahajwalla, V. The Scope for Fuel-rate Reduction in Iron-making, CCSD Technical Report # 16. Australia: Brisbane; 2005.
IEA Report, IEA Greenhouse Gas R&D Programme (IEA GHG), CO2 capture ready plants, 2007/4, May 2007, 2007. [Available from: IEA Greenhouse R&D Programme, Cheltenham, Glos., GL52 7RZ, UK.].
Ishii, K. Advanced Pulverised Coal Injection Technology and Blast Furnace Operation. Oxford: Pergamon; 2000.
Fruehan, R.J., Fortini, O., Paxton, H.W., Brindle, R. Theoretical Minimum Energies to Produce Steel for Selected Conditions, Energetics, Inc., Columbia, US-DOE Report. Available from http://www.oit.doe.gov/steel/tools.shtml, 2000.
Green, L. Iron-making Process Alternatives Screening Study, DOE Report No. 010529.01. Available from http://www.oit.doe.gov/steel/tools.shtml, 2000.
Juniper, L., Thermal Coal Technology. Ultra-Systems Technology. Australia: QTHERM Program – Queensland Department of Mines and Energy; 1999.
McDaniel, J.E., Hornick, M., Polk Power Station – 5th Commercial Year of Operation. 2001 Gasification Technologies Conference, San Francisco, 2001. [8–10 October 2001].
Naito, M., Nakano, M., Nomura, S., Improvement of blast furnace reaction efficiency by controlling the temperature of the thermal reserve zone 16–20 June 2003. Proceedings of 3rd ICSTI, Düsseldorf, 2003:539–543.
OECD/IEA Report. Clean Coal Technologies Accelerating Commercial and Policy Drivers for Deployment. IEA Publication; 2008.
Oettinger, M., IGCC – a robust power generation technology, Global CCS Institute, Bulletin 18 April 2012, 2012:101–106.
Stubbles, J. Energy use in the US. Steel industry: an historical perspective and future opportunities, Energetics, Inc. Columbia, MD; DOE Report. Available from: http://www.oit.doe.gov/steel/tools.shtml, 2000.
Scaife, P., Nunn, J., Cottrell, A., Wibberley, L. Towards sustainable steel-making – an LCA perspective. ISIJ International. 2002; 42(Supplement):S5–S9.
Wibberley, L., Coal in a Sustainable Society, ACARP Report C9058, Australian Research Administration Pty Ltd, 167 Eagle Street, Brisbane 4001, Australia, 2001.