
Supply chain management for bulk materials in the coal industry
Abstract:
Supply chain management, a widely adopted methodology, embraces the concept of a ‘whole-of-supply-chain’ approach by considering the impacts of the various connected components of a raw material supply chain extending from run-of-mine to the ultimate user. It includes all fundamental concepts and deals with product development, information management and finance flow-streams in the movement of a bulk material from outset at a mine to the ultimate customer or user. Recognising that all supply chains are unique, it also includes approaches to the creation of opportunities for integration and optimisation in order to achieve the best overall outcomes.
18.1 Introduction
Starting with unprocessed raw materials and ending with the final customer using the finished goods, the supply chain links many companies together. The material and informational interchanges in the logistical process, stretching from the extraction of raw materials to the delivery of the finished product(s) to the end user, also includes and involves all vendors, service providers and customers, which are all links in the supply chain.
The widely adopted methodology of supply chain management embraces the concept of a so-called ‘whole-of-supply-chain’ approach by considering the impacts of the various connected components of a raw material supply chain extending from run-of-mine to the ultimate user. It includes all fundamental concepts and deals with product development, information management and finance flow-streams in the movement of a bulk material from outset at a mine to the ultimate customer or user. Recognising that all supply chains are unique, it also includes approaches to the creation of opportunities for optimisation in order to achieve the best overall outcomes. In the modern era, these processes are very dependent upon information technology, systems and logistics modelling and, in a growing number of examples, automation.
18.1.1 Definitions
Supply chain management (SCM), as defined by the Council of Supply Chain Management Professionals (CSCMP), is as follows:
SCM encompasses the planning and management of all activities involved in sourcing and procurement, conversion, and all logistics management activities. Importantly, it also includes coordination and collaboration with channel partners, which can be suppliers, intermediaries, third-party service providers, and customers. In essence, SCM integrates supply and demand management within and across companies. SCM is an integrating function with primary responsibility for linking major business functions and business processes within and across companies into a cohesive and high-performing business model. It includes all of the logistics management activities noted above, as well as manufacturing operations, and it drives coordination of processes and activities with and across marketing, sales, product design, finance and information technology.
Another definition, provided by the APICS Dictionary, seeming to better match the raw materials activities, suggests SCM as being the ‘design, planning, execution, control, and monitoring of supply chain activities with the objective of creating net value, building a competitive infrastructure, leveraging worldwide logistics, synchronising supply with demand and measuring performance globally’.
At the end of the day, SCM is all about relationship management. A supply chain is managed link-by-link, relationship-by-relationship, and the organisations that manage these relationships best will win (Lambert, 2008). This is never truer than in the case of the raw materials supply chain serving coal users.
A comprehensive glossary covering all of the commonly used terms and acronyms has been prepared for the CSCMP (Kate) and should serve to assist readers who need a deeper understanding than this chapter will provide.
18.1.2 Essential elements
Experts brainstorming the essential elements of a supply chain would probably generate the following list:
• Suppliers – both single and multiple;
• Managing supplier relationships;
• Inventory (stock and materials) management;
• Freight, transport, distribution and logistics;
• Computer software and data systems;
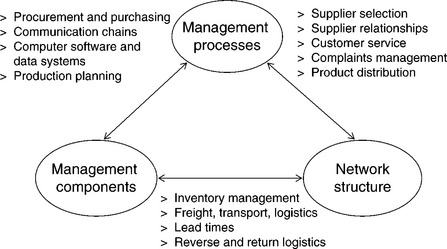
When these are studied they can be grouped into three separate categories, which in turn helps to describe the processes and also the inter-relationships that are required for an effective supply chain. The diagram in Fig. 18.1 attempts to illustrate this pictorially.
18.1.3 Supply chain processes
The value of having a more or less standardised approach to business processes has been mooted by numerous SCM experts but such an ‘industry standard’ does not yet exist. However, towards this concept, The Global Supply Chain Forum (Supply Chain Management Institute, Sarasota, Florida, USA. www.scm-institute.org) suggests eight processes that need to be managed and integrated for a successful SCM outcome to be achieved. These key supply chain processes will normally incorporate the following components, which will obviously vary slightly for differing types of chain. For the raw materials supply chain, these could be as follows:
• Demand approach/demand-side performance;
• Product design and development process;
The implementation and subsequent integration of these components will largely determine the success or failure of the SCM approach adopted; and a successful approach will usually operate towards a set of clearly defined goals, drivers and measures.
Goals
Supply chain goals for ensuring efficient SCM must result in tangible business improvements. Although supply chains can vary greatly in nature, with widely differing levels of complexity, such goals will normally be characterised by focusing on three main business drivers:
In mining-related supply chains, safety, health, environmental and community (SHEC) related measures will undoubtedly be incorporated, and these can be assumed to have an impact on all three of the business measures, i.e., good safety and environmental performance will be rewarded with a better overall business outcome. A ‘risk assessment’ approach will normally be adopted to ensure that all risks to the success of the supply chain have been considered and managed as effectively as possible.
Success factors
Successful supply chains require cross-functional integration within participating companies extending across their entire combined network. For each individual company, the critical success factors will arise from the implementation of an effective plan designed to achieve these combined goals, and such a plan will embody the following:
• Cross-functional management and planning skills.
• Ability to define, measure and manage service requirements by market segment.
• Effective, fully functional information management systems.
• Strong relationship management with an in-built ‘win-win’ orientation.
• Risk management, covering all aspects within the control of the supply chain participants.
18.2 Implementation approach
In Fig. 18.2, Lambert provides a simplified supply chain network structure of a manufacturer with two tiers of customers and two tiers of suppliers, the associated information and product flows, and incorporates the eight SCM processes that must be implemented within participants across the supply chain (Lambert). He also notes that in many major companies the functional managers are rewarded for behaviour that is not necessarily customer focused and/or shareholder friendly. This is because the metrics used focus more on functional performance, such as cost per tonne, asset utilisation and revenue goals, and not on generating customer or shareholder value. Successful SCM requires the involvement of all of the corporate business functions, and a very clear and definite customer and shareholder value focus (Christopher, 1998).

18.2 Integrating and managing business processes across the supply chain. (Source: Douglas M. Lambert, from Supply Chain Management: Processes, Partnerships, Performance – SCMI.)
The book ‘Clockspeed’ by Charles Fine of the MIT Sloan School of Management introduces a unique combination of an analysis of the development speed of different industries, with a description of a so-called ‘double helix’ concept of industry, which trends towards vertical integration, or its opposite. Understanding these trends and the pace of the evolution of their ‘technological habitat’ and gaining value-chain advantage in their chosen niche are vitally important to high technology start-ups, in particular where success depends on operating at maximum ‘speed’.
Applying this analogy to the coal industry translates to the fact that successful implementation of SCM first time around can provide a distinct advantage over a coal user company’s main competitors. However, failing to do so could switch this advantage from the particular coal user to one of its main competitors, or even to a rival energy source.
According to Charles Fine, in a fast ‘Clockspeed’ world, advantage arises from the simultaneous design of products, processes and capabilities. Although the raw material supply chain may not be regarded as being a fast production supply chain, the concept still applies. Fine illustrates these essential relationships using the diagram in Fig. 18.3, which also serves to highlight the concurrency of the three development activities, i.e., product, process and supply chain and their associated two sub-activities. Product development is subdivided into activities of detailed design and so-called architectural options, such as product assembly, information management system, etc. Process development is subdivided into the development of unit processes and production systems development. Supply chain development is subdivided into supply chain architectural decisions and logistics/coordination system divisions, such as infrastructure utilisation, inventory levels, etc.
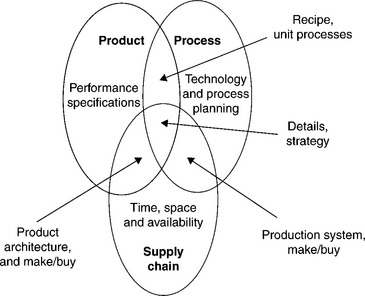
The ‘overlapping zones’ concept emphasises areas where concurrent activities are of most importance; for example, the zone linking ‘process’ and ‘supply chain’ connects the production and logistics coordination design options; the zone between ‘product’ and ‘process’ relates the various technological aspects of detailed product design and process capability; finally, the zone between ‘product’ and ‘supply chain’ relates essential product architectural linkages.
While this approach was intended to apply to more traditional production lines, the application to coal production supply chains appears to be valid. As supply chain logistics and raw materials systems are studied and understood, managers must make decisions about the SCM system(s), and issues such as integration and concurrency become vital areas of focus for competitively delivering the desired outcome, especially as in many cases there is very little technical difference in the quality of the delivered products. Hence ‘cost-in-use’ will be the main user measure, together with performance measures such as quality consistency, supplier flexibility and reliability, etc.
18.2.1 Business process integration
Successful SCM requires a change from managing individual functions to integrating activities into key supply chain processes.
An example scenario: the purchasing department of a steel company places orders as requirements become known. In responding to steel demand, the purchasing department communicates with the marketing department of several raw material suppliers as it attempts to determine ways to satisfy this demand. Pricing will have been determined by negotiation based on some internally developed form of ‘cost-in-use’ process.
Information shared between supply chain partners can be fully leveraged only through process integration. Supply chain business process integration involves collaborative work between buyers and suppliers. This may also include such things as joint product development, common systems and shared information. Obviously, such relationships are developed over time and require degrees of transparency and trust at all levels of participating organisations. But when in place, such collaboration can bring great rewards and value to all participants.
According to Lambert and Cooper (2000), operating an integrated supply chain requires a continuous information flow (Lambert, 2008). However, in many organisations the management has reached the conclusion that optimising the product flows cannot be accomplished without implementing a process approach to the business. This is covered in more detail later in the chapter.
18.2.2 Customer–supplier relationship management
In a bulk materials supply chain, relationships can often reflect the culture of an organisation and also the extent to which these relationships are valued by the customer. The diagram below in Fig. 18.4 illustrates the findings from a customer survey conducted by a coal company following a series of interviews and discussions (Osborne, 1997). The relationships between buyer and seller (purchasing department and marketing department) are of a very commercial nature; so the atmosphere tends to exclude any technical engagement and, in fact, there may not be a technical presence within either of these two groups. Often, technical appreciation is lacking to such an extent that relationships between the members of a purchasing team and the people in the user groups at a power plant or steelworks are not conducive to achieving the best ‘value-in-use’ outcome, i.e., most cost- effective option.
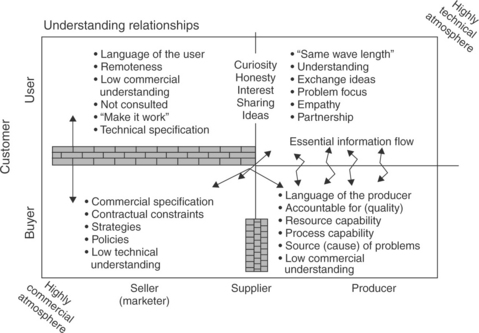
In some cases this commercial atmosphere can lead to barriers being created between buyer and user, and also seller and producer, so as to avoid any attempts by the technical people to influence selection or ‘spoil a deal’. This can sometimes lead to purchases that are actually unsuitable for optimised operations, and even delivery of raw materials that cannot be readily used. Whenever interaction occurs between the technical people representing user and producer, value can potentially be created because of the synergistic nature of the operational aspects involved; for example, things such as handling, blending and treatment are topics of common interest. Hence, there is a latent potential for sharing and working together that is unfortunately rarely utilised.
18.3 The raw material value chain
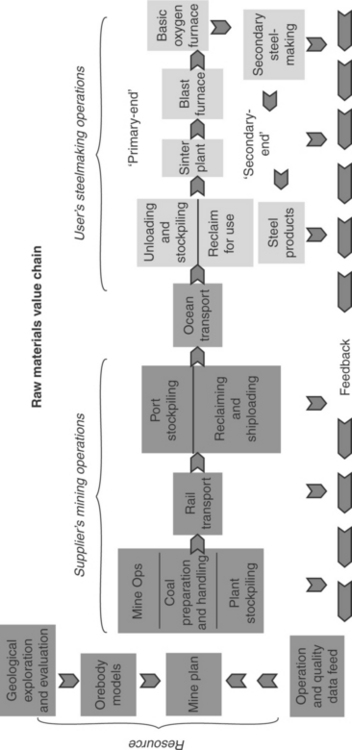
On the supply side, raw materials are most influenced by inbound logistics and production processes, whereas on the demand side outbound logistics, marketing and sales are the predominant factors. A cooperative approach applied end-to-end across the value chain can create significant additional value.
The diagram in Fig. 18.5 illustrates the components of a typical supply chain for iron ore and value-adding opportunities that exist for the supplier to improve on delivered price via improvements in mining, processing and delivery.
18.3.1 Users’ perspectives
Very important in the bulk material SCM process is creating a lasting relationship with suppliers who can be relied upon. A reliable list of suppliers can ensure consistency in supply and ideal product optionality, with the added potential for cost saving, thereby improving a user’s position in the marketplace by lowering costs. So a key objective is to maintain a tight-knit relationship with suppliers by improving efficiency in these activities, i.e., via the following:
• Material sourcing – Carefully source and select materials. Prices are always important, but quality and consistency can be the difference between achieving the best outcome, i.e., value-in-use.
• Accurate forecasting – select the right level of inventory (stocks), allowing a user to employ ‘just-in-time’ processes. This brings inventory costs down, and keeps more cash in the bank.
• Product delivery and storage – Transportation deadlines and missed shipments are expensive. Manage delivery and storage schedules carefully to ensure maximum utilisation.
Optimising the SCM process increases communication and decreases inventory – both of which save the customer/user time and money.
18.3.2 Tools for supply chain management
Supply Chain Planning (SCP) refers to software aimed at helping business in improving the flow and efficiency of the supply chain and reducing inventory stocks by utilising complex mathematical algorithms developed by the software vendors. Accuracy of this type of planning application is strongly dependent upon the accuracy of information fed into the system, i.e., sales data, product quality data, production/manufacturing and delivery capacity. Whether these data are up-to-date or not will have critical impact on the effectiveness of the programme (Supply Chain and Logistics).
Reference models
Perhaps the best example of a supply chain operations reference model (SCOR) is the process reference model developed by the management consulting firm PRTM, now part of PricewaterhouseCoopers LLP (PwC) and endorsed by the Supply-Chain Council (SCC) as the cross-industry de facto standard diagnostic tool for SCM. SCOR enables users to address, improve and communicate SCM practices within and between all interested parties in the extended enterprise (Poluha, 2007).
SCOR is a management tool, spanning from the supplier’s supplier to the customer’s customer. The model has been developed by the members of the Council on a volunteer basis to describe the business activities associated with all phases of satisfying a customer’s demand. The model is based on three major ‘pillars’:
By describing supply chains using process modelling building blocks, the model can be used to describe supply chains that are very simple or very complex using a common set of definitions. As a result, disparate industries can be linked to describe the depth and breadth of virtually any supply chain. SCOR is based on the five distinct management processes described below:
1. Plan – processes that balance aggregate demand and supply to develop a course of action which best meets sourcing, production, and delivery requirements.
2. Source – processes that procure goods and services to meet planned or actual demand.
3. Make – processes that transform product to a finished state to meet planned or actual demand.
4. Deliver – processes that provide finished goods and services to meet planned or actual demand, typically including order management, transportation management, and distribution management.
5. Return – processes associated with returning or receiving returned products for any reason. These processes extend into post-delivery customer support.
As with all reference models, there is a specific scope that the model addresses. The SCOR model focuses on the following:
• All customer interactions, from order entry through paid invoice.
• All product (physical material and service) transactions, from a supplier’s supplier to a customer’s customer, including equipment, supplies, spare parts, bulk product, software, etc.
• All market interactions, from the understanding of aggregate demand to the fulfilment of each order.
SCOR does not attempt to describe every business process or activity. Relationships between these processes can be made to SCOR and some have been noted within the model. Other key assumptions addressed by SCOR include training, quality, information technology, and administration (not SCM). These areas are not explicitly addressed in the model, but are rather assumed to be a fundamental supporting process throughout the model.
As illustrated in Fig. 18.6, SCOR provides three levels of process detail. Each level of detail assists a company in defining scope (Level 1), configuration or type of supply chain (Level 2), and process element details, including performance attributes (Level 3). Below Level 3, companies disseminate process elements and start implementing specific SCM practices. It is at this stage that companies define practices to achieve a competitive advantage, and adapt to changing business conditions.
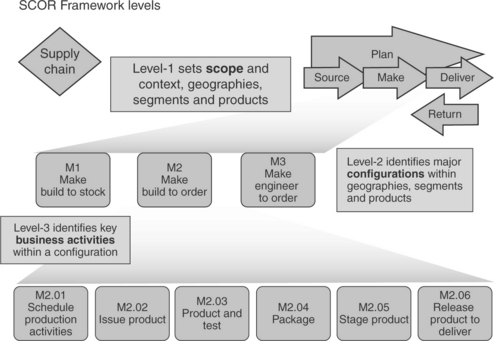
SCOR is a process reference model designed for effective communication among supply chain partners. As an industry standard it also facilitates inter- and intra-supply chain collaboration, horizontal process integration, by explaining the relationships between processes (i.e., Plan-Source, Plan-Make, etc.). It also can be used as a data input to completing an analysis of configuration alternatives (e.g., Level 2) such as ‘Make-to-Stock’ or ‘Make- to-Order’. SCOR is used to describe, measure, and evaluate supply chains in support of strategic planning and continuous improvement.
• In the example provided by the picture, Level 1 relates to the ‘Make’ process. This means the analysis will focus on those processes that relate to the added-value activities that the model categorises as ‘Make’ processes.
• Level 2 includes three sub-processes that are ‘children’ of the Make ‘parent’. These children have a special tag – a letter (M) and a number (1, 2, or 3). This is the syntax of the SCOR model. The letter represents the initial of the process. The numbers identify the ‘scenario’, or ‘configuration’.
• Ml denotes a ‘Make build to stock’ scenario. Products or services are produced against a forecast. M2 denotes a ‘Make build to order’ configuration. Products or services are produced against a real customer order in a just-in-time fashion. M3 denotes ‘Make engineer to order’ configuration. In this case a blueprint of the final product is needed before any make activity can be performed.
• Level 3 processes, also referred to as the business activities within a configuration, represent the best-practice detailed processes that belong to each of the Level 2 ‘parents’.
• The example shows the breakdown of the Level 2 process ‘Make build to order’ into its Level 3 components, identified from M2.01 to M2.06. Once again, this is the SCOR syntax: letter-number-dot-serial number.
• The model suggests that to perform a ‘Make build to order’ process, there are six more detailed tasks that are usually performed. The model is not prescriptive, in the sense that it is not mandatory that all six processes be executed. It only represents what usually happens in the majority of organisations that compose the membership base of the Supply Chain Council.
• The Level 3 processes reach a level of detail that cannot exceed the boundaries determined by the industry-agnostic and industry-standard nature of the SCOR model. Therefore, all the set of activities and processes that build – for instance – the M2.03 ‘Produce & test’ process will be company-specific, and therefore fall outside the model’s scope.
While the SCOR model was developed for supply chains relating more to the manufacturing industries, it is a very useful means of describing an approach which is readily adaptable to raw material supply chains relating to mining and ore/coal preparation and handling. Inherent in this approach is the need to move towards control and automation.
SCE refers to software intended for business automation, which means minimum human intervention for the business process between:
• Business-to-Customer (B2C), and
• Internally within the company, e.g., Mine-to-Port, or Mine-to-Customer.
The main objective is to avoid human error and improve business efficiency, embracing the entire value chain from one end right through to the other. Such systems also incorporate reconciliation, and feedback enables finer tuning of the entire chain. This kind of approach will incorporate flow analysis for materials availability (Alonso et al.). Key drivers such as scarcity or availability, indicated by rates on the diagram in Fig. 18.7, can influence the ‘dash board’ values, causing changes to be made to the settings along the chain in response to market forces, in particular price.
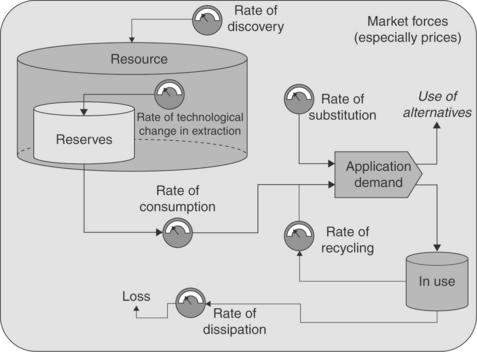
The figure suggests that, when constructing a metric of scarcity, there are a host of competing rates, which can also be viewed as ‘drivers of availability’, that have to be assessed against the amount of extracted ore and as-yet unextracted resource:
Much of the background to assessing and measuring resources and reserves has been dealt with in some detail by Dr Larry Thomas in Chapter 4.
18.4 Customer-related management aspects
18.4.1 Customer support management
The customers of bulk supply chains require deliveries on time and to quality specification. These chains are rarely a pure commodity market where wide substitutability exists. In metals refining and steel making, the required grade of the source supply of material may be directly linked to the technology and characteristics of the customer’s processing operation.
Mining and large commodity supply chains normally employ high value capital infrastructure. The drive to minimise unit cost produces key performance indicators (KPI) that seek to maximise throughput. Strong commodity prices translate into high marginal profit for the marginal tonne delivered. Under these two joint conditions, production is thus favoured to be continuous with long runs. Highly variable demand or broad product portfolios run counter to large, continuous production runs. The resulting inventory of individual products is thus high, and conflicts with working capital and storage capacity capability. Production characteristics in these high volume- driven modes need to be tempered by wider supply chain requirements, be it demand variability or specific customer needs.
Integration of the supply chain functions and collaboration with customers to improve demand visibility supports the identification of the best production characteristic and mix. Interestingly, the mining operation is largely a continuous flow. Also the customer usage into large industrial facilities is also a continuous flow. In the middle, large lot sizes (ships), and the need to utilise inventory buffering to smooth local imbalances, produce noisy or sporadic supply chain behaviour. Attempts to smooth the supply chain activity between supply and demand by using collaboration, shared capacities, and reduced lot sizes produces more steady state operation with fewer shortterm reactivity and sequencing losses.
To achieve this level of integration requires a sales and marketing function that is closely aligned to both customer needs and production capability.
18.4.2 Production flow management
Bulk mining supply chains are normally production-push at the mining end and demand-pull at the shipping end. Production-push predominates in the long term as high capital deployment and servicing of a commodity market influences the supply chain to deliver maximum volume. Many KPIs used in these systems are volume based.
Demand-pull occurs in the shorter term as specific products and blends have to be assembled for shipment according to customer shipping line-up. Many KPIs selected for this type of system are service based.
The challenge is to understand where ‘production-push’ translates into ‘demand-pull’ mode and how to integrate these two modes into a seamless material flow and information chain. Without integration of the two modes, it is common to see a push supply chain model owned by mining/production and a pull supply chain owned by marketing. In the middle are experienced short-term planners who attempt to align and satisfy both modes. This is a business risk, as decision making is reactive, informal and relies on specific individuals who are able to make sense of the complexities involved.
In a poor business culture, conflict abounds and value is lost as many ‘fixes’ are made sub-optimally. An example of this lost value is where high grade material is not sold at its required premium as a result of a poor short-term blending option being adopted. This occurs when the optimum source materials are not available for blending at the time of shipment. A frequently encountered occurrence is to hold excess raw stock inventory to hide the inefficiencies present. This is not physically possible in many cases, and the resultant attention to stock control and material/distribution management represents a major distraction to those operating the supply chain.
Two strategies assist in integrating the push and pull modes, i.e., collaboration with customers and integration of the entire supply chain. Collaboration with customers can develop a reliable shipping schedule that provides sufficient forward visibility to allow the production cycle and judicious use of inventory to align to customer requirements.
Integration of the supply chain from end-to-end into a dynamic model allows optimisation of production and demand drivers into a seamless plan. This needs to be rescheduled quickly and efficiently as either production or demand variants occur. Poor forward visibility of either production or demand volumetrics leads to conflict and silo optimisation. Visibility across the chain and integration of silo functions into a seamless flow assists the achievement of optimum production delivery and excellent customer service.
18.4.3 Product development
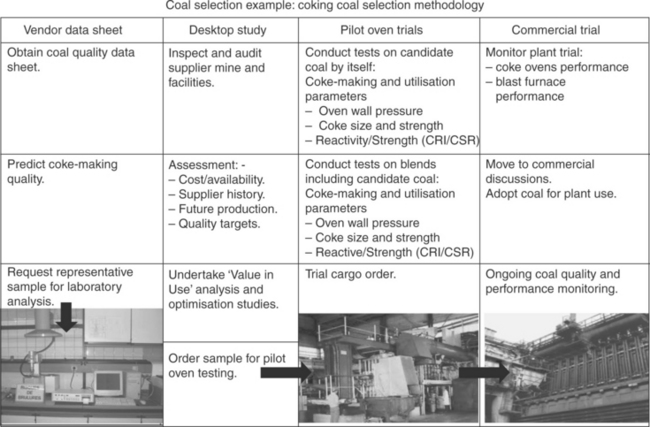
The objective of product development is to successfully position a new product (brand) to be more attractive to the customer than a competitor’s offering. The process employed to deliver product development is to design and conduct a comprehensive sampling, analysis and research and testing programme.
The market requirement of product development is achieved by developing a brand proposition for current and potential customers. In addition, this proposition must be realised and consistently echoed by senior executives, customer support, R&D teams, marketing staff, sales staff and strategic partners.
The sequence illustrated in Fig. 18.8 follows the steps that normally occur in the assessment of a potential new coking coal brand offered to an integrated steelworks. For this take-up to be successful, all technical and commercial aspects will need to be considered. This will also include such things as consistency, flexibility and reliability, and other performance factors of the potential supplier.
18.4.4 Customer issues management
Many contractual relationships between supplier and customer provide for issues management and resolution processes. This is particularly so for collaborative performance contracts. However, many traditional contracts do not outline in detail exactly how issues management is to be addressed. The efficient handling and resolution of incidents limits the adverse cost impact and cements the supplier/customer relationship. Ideally, the incident is identified and rectified before the product passes to the customer. For this to be achieved there needs to be an established and familiar set of systems and procedures in place for quality measurement, tramp material detection, flow measurement, etc., and also a set of response procedures for dealing with potential deviations in quality and/or contamination incidents.
What is a customer incident?
Formal customer complaint: This is a complaint received from a customer or representative covering two distinct types of potential breaches in contractual performance, i.e.
• Contamination incident – adventitious foreign material collected with the product.
• Deviation from the expected product quality – quality value lying outside the agreed control range.
Potential customer complaint: This would be a known problem likely to be picked up by customer and can again be categorised as one of two most likely events, i.e.
Internal report: This could be a pro-active response reported by an operator in advance of shipment to the customer, i.e.
Remedial actions
An internal incident reported quickly can save customers a potentially costly delay and significant expense if the problem can be fixed before the vessel sails. An early warning before the vessel is discharged can give the customer the opportunity to minimise the effects of the problem. Figure 18.9 is a flow-chart covering these activities and this is typical of the type of approach often adopted by raw material suppliers. Very important components of this are the remedial action steps and the feedback loop that ensures the corrective action is both effective and sustained.

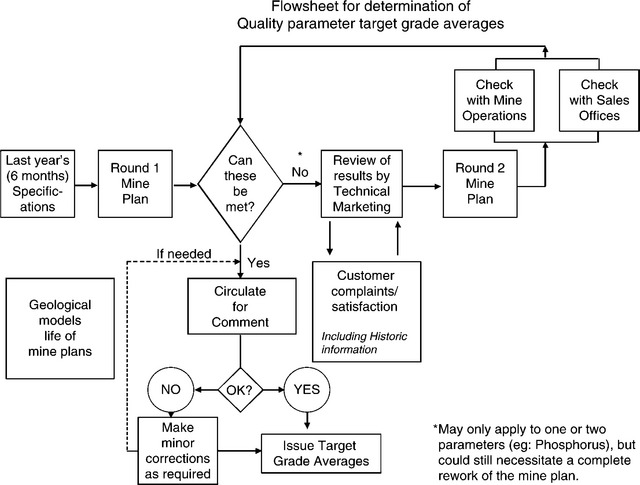
Once a product specification has been determined and issued to a customer, two important considerations are the ‘grade’ or quality target values of each quality parameter and the controllable variability around this target. Generally, the product specification will quote the grade values for all parameters, and underpinning this will be the variability ranges corresponding to most if not all of these parameters. Figures 18.10 and 18.11 are examples of flowsheets that might be used for determining these important values.
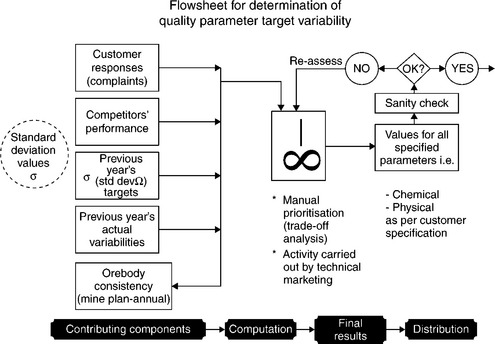
For coal, it is important to remember that in order to achieve these values, a very detailed knowledge of the coal quality of the resource is required. Then, once the reserves have been allocated to a mine plan, the quality data from a geological database will become the source for determining the values to be included in the product specification.
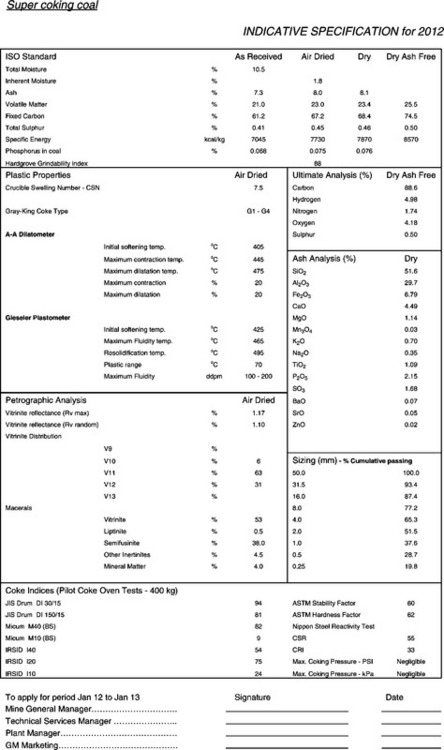
A typical example for a metallurgical coking coal is shown below in Fig. 18.12. The large number of parameters included in the specification serves to illustrate that it is no easy matter to provide assurance that all of these are in control, and a valued customer can depend upon a supplier to provide a consistent product on an ongoing basis. In order to ensure that the Flowsheet for determination of quality parameter target variability quality and consistency targets are going to be achieved, a combination of controls must be in place.
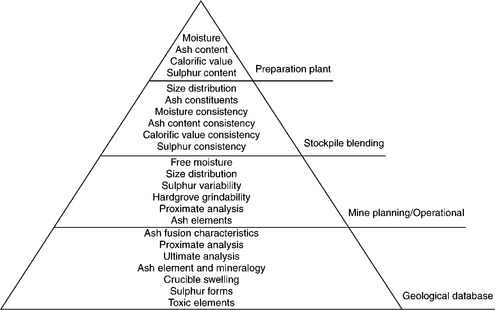
The diagram in Fig. 18.13 serves to illustrate the areas where these controls need to be exercised. As illustrated, this is a supply chain function with contributions coming from across the supply chain. For example, the coal washing plant can provide control only over the few parameters shown in the diagram, and it is therefore important that the mine plan offers sufficient control to enable other important parameters to be assured. However, such a large number of important parameters will be dependent upon the extent of the coal quality coverage provided by exploration and included in the geological database. Hence, exploration is not only the process that defines the extent and value of the resource, but is also a vital, living source of coal quality data essential to ensure that the promised coal quality specifications can be achieved and sustained. As such, it must be continually updated and refreshed with new data keeping pace with mining development.
18.4.5 Risk management
A supply chain consists of the different activities that transform natural resources, raw materials, and components into a finished product delivered to the end customer. When one business within the supply chain fails to deliver a product or service to the next business in the chain, the entire supply chain can be disrupted. This can result in the following outcomes:
In the economic landscape of the twenty-first century, every organisation’s business model is challenged constantly, by competitors and by events that could give rise to substantial risks. An organisation must therefore strive to find creative ways to continuously reinvent its business model, in order to sustain growth and create value for stakeholders. All companies make money and increase stakeholder value by engaging in activities that have some risk, yet stakeholders also tend to appreciate and reward some level of stability in their expected returns. Failure to identify, assess, and manage the major risks facing the organisation’s business model, however, may unexpectedly result in significant loss of stakeholder value.
A business with a resilient and responsive supply chain will have significant competitive advantages over other businesses and it is important to be able to identify and respond to risks in supply chains, i.e.
In order to achieve this, the supply chain members need to ensure they are using forward plans that provide sufficient lead time to respond to real or potential concerns. To best support this, the forward plans need to be consistent with each other and these should be regularly reviewed and shared.
Risk assessment tools
Before considering some of the specific techniques available for organisations to identify risks, several important factors should be noted about this process:
• The end result of the process should be a risk language specific to members of the participating companies, based on whatever is the focal point;
• A combination of techniques may produce a more comprehensive list of risks than reliance upon a single method;
• Techniques used should encourage open and frank discussion, and individuals should not fear reprisal for expressing their concerns about potential events that would give rise to risks resulting in major loss;
• The process should involve a cross-functional and diverse team both for the perspectives that such a group provides and to build commitment to the risk management process; and
• The process will probably generate a lengthy list of risks, and the key is to focus on the ‘vital few’ rather than the ‘trivial many’.
Some of the more common techniques for identifying risk are:
• Event inventories and loss event data;
• Interviews and self-assessment;
• SWOT (Strengths, Weaknesses, Opportunities and Threats) analysis;
Figure 18.14 is an example of a SWOT analysis to provide an insight as to the scope of the risk assessment process. Although it is not the intention of this chapter to cover this subject in any detail, as this is beyond the scope of the book, it is important that risk awareness is recognised as an integral component process in SCM.

18.5 Optimisation
Many technical definitions abound for optimisation but a business- focused example is based on the ‘process of directing integrated business functions towards a key performance objective, subject to competing constraints and rules’. The objective can be either maximised or minimised as required. Optimisation methodologies and algorithms have evolved into a wide and diverse set. Early linear programming was a ‘black box’ approach that was hard to validate, and most problems are invariably non-linear anyway.
The steps needed to operate an optimisation methodology are to:
1. Build a model of the end-to-end process reflecting physical links and constraints.
2. Decide what problem or desired objective needs to be optimised.
3. Select the best algorithm (or group of algorithms) to solve and satisfy the objective.
Ultimate optimisation is rarely achieved or justified, due to the excessive processing and data granularity required. Many trade-offs are necessary to obtain a result that is satisfactory enough for the business need. Herein lies the need for skilled analysts and specialists who know the business or environment well enough to develop a practical but adequate level of detail and complexity.
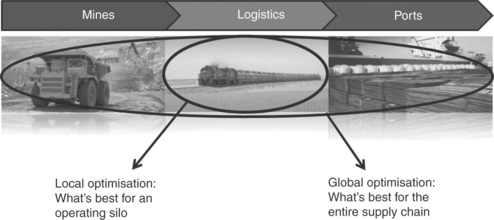
Local optimisation can produce conflicting drivers across functions especially if driven by inconsistent functional KPIs. Integrated optimisation across multi-functions is necessary (Fig. 18.15).
Complex optimisation problems have three common characteristics:
Understanding the variability of inputs is necessary. Use of discrete input values will not reflect the range of inputs that will be encountered; therefore a probability curve of inputs assists in finding the best representative solution space. Hybrid optimisation acknowledges that no one algorithm will always give the best result. Therefore, multiple algorithms can be run in parallel, and the best result is selected in each case.
18.5.1 Automation aspects
As in many process industries the use of automation has become a key success factor to establish an efficient high-quality supply chain. Basic automation systems, i.e. programmable logic controllers (PLCs) for otherwise manually controlled equipment, have been state-of-the-art for more than 30 years now. But depending on the location of the mine or bulk handling port there are various reasons to demand higher-level automation solutions as such:
• lack of skilled man-power (especially in remote locations) and/or high labour cost;
• reduced wear and tear of the equipment;
• more accurate material tracking and stockyard management;
• health and safety aspects (e.g. when handling burning coal);
The first generation of automation systems – which is still widely used across the industry – was based entirely on physical models of the handled materials. In other words the systems ‘know’, for example, the flow rate, angle of repose and density of the material to control the flow in a railcar or to calculate the shape of a stockpile during stacking. On a stockyard with stacker/reclaimers, the theoretical shape of the piles is stored during stacking and used to set up the reclaimer later.
Common to all these systems is that they rely heavily on the accuracy of the material information from their database. When the shape of a stockpile changes, e.g. due to landslides, heavy rain or manual work with front loaders, the performance degrades significantly. The same happens for varying material properties, a problem that is most significant at import ports with their larger variety of material, but it also affects export operators, especially when shipping coal from several mines.
These problems were resolved with the second generation of fully operator-less bulk handling equipment. The introduction of industrial, highly accurate 2D and 3D laser scanning (ToF) technology in the late 1990s opened the path to ‘intelligent’ machines which could automatically adjust their movements based on the real shape of a stockpile, loading profile of a railcar, or material distribution inside a ship. At the same time very reliable real-time-kinematic (RTK) GPS systems started to replace less-accurate and maintenance-intense sensors such as dual encoders, inclinometers or radar transponders.
The first commercial operator using this technology to control a stacker/ reclaimer and handle the growing demand for imported iron ore and coal was Germany’s largest seaport, the port of Hamburg in 2001 (Mann, 2001). Rotterdam, by far Europe’s most important port and the largest bulk import port outside Asia, followed shortly afterwards.
The key component of the system is a long-range, highly accurate time-of- flight laser scanner which updates a real-time terrain database with 10 cm accuracy anytime the machine is moving.
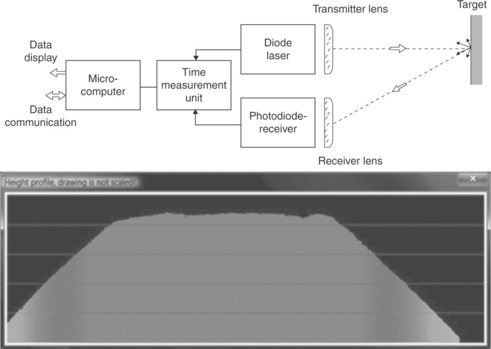
The 3D terrain model generated by the scanner is not only used for automation purposes; it provided for the first time real-time information about the material and its exact location in the stockyard. Apart from a more accurate stockyard management for accounting purposes, the terrain model opens up new possibilities for advanced blending operations which meet the customer specifications with maximum precision.
Today intelligent automation systems based on laser scanner and GPS are used for stacker/reclaimer, train loader and unloader in major ports in Europe (Hamburg and Rotterdam), North America (Vancouver, Canada) as well as Australia (Port Hedland). Understandably, most of the operators do not allow the publication of exact commercial results and the impact on handling cost. However EMO, Rotterdam, has confirmed a general payback of less than 2 years compared with more conventional solutions (van der Leer, 2004) and all operators so far have experienced a significant reduction in maintenance, more homogeneous flow rates and, of course, reduced operating costs. As a most welcome side effect, the higher precision and reduced drop height during stacking has lowered the environmental impact of the port.
With the stockyards and the railway operations entirely automated, the first operators have already started to go ahead with the most difficult part of the process chain – the transfer between ship and shore. At the port of Hamburg, one operator supervises up to four grab ship-unloaders simultaneously and, just before the end of 2012, the Port of Rotterdam started to operate the first automatic ship loader (Fig. 18.17).

Automation is, and will continue to be, a key element in any future bulk supply chains, both in terms of reducing costs in an increasingly competitive environment and in delivering the right product to the client in time.
18.5.2 Pit-to-port management systems
Mining companies have many disparate systems and repositories of data in their organisation for planning and scheduling outbound mining supply chains.
This condition often leads to two problems:
1. Firstly, there is a likelihood (in fact near certainty) that each function in the chain will have its own plan, KPIs and success factors. This ‘silo environment’ prompts localised behaviours that can be ‘tribal’ in nature, leading to poor cooperation and possible tensions across functional boundaries.
2. Secondly, as parameters and volumes change at all points in the pit-to- port chain, rapid re-planning and re-scheduling are required to redirect activity to bring the chain back into balance. This requires substantial effort to coordinate all of the disparate systems and data. However, this will often prove to be impractical, leading to poor decision making as each function struggles to interpret plans that are out of date and in conflict with the actual business activity required.
Many consumer supply chains have developed impressive agility in order to service increasingly demanding customers and regular new product development. To do this, consumer supply chains must be integrated end- to-end and also perform re-planning and scheduling rapidly and efficiently. Bulk pit-to-port operations can gain strategic advantage over competition by adopting select supply chain capabilities from consumer supply chains. In particular, pit-to-port operations can adopt integration of planning and scheduling across the chain and increased agility in response to inevitable changes.
As described earlier, a model-based system is therefore essential in order to optimise and streamline the key aspects such as:
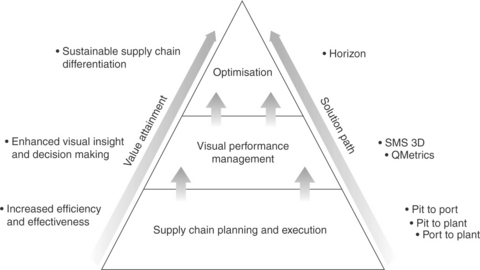
This will then enable companies to manage the value chain accurately and achieve a consolidated, enterprise view of operational performance. Several such systems have been developed and are offered as commercial systems, e.g., Qmastor, SolveIT, etc. Figure 18.18 illustrates the various linkages between planning and performance management aspects that are driving solution options and hopefully leading to an optimisation solution with the potential to deliver the desired value proposition (QMASTOR Coal and Mineral Supply Chain Management).
The approach is perhaps best described by an example. A producer operates multiple mines that are located remotely from each other. Each mine extracts from more than a single seam and the mineable reserves generally have long strike lengths; so quality might conceivably vary over this distance. Hence, the grade variability of the run-of-mine coal could potentially be quite wide, due to these multiple mining sequence options. The subsequent mine operations involve localised blending of raw coal, selective washing, and clean coal stockpiling capability. Clean coal is railed to a port where further blending of source clean component coals from the other mines can be performed. The majority of the final product is therefore a blend of these various source components and is loaded onto customer chartered ships as per supplier/customer term contracts. These contracts specify annual tonnage and quality requirements; plus any residual tonnage is sold as spot sales into markets where there is demand.
The conundrum is how to maximise revenue from these extensive blending options, which are probably also subject to ensuring that the mining equipment is fully utilised. Clearly, there are multiple trade-offs and options available to meet this objective. Performing this task manually is challenging in itself and value will inevitably be sacrificed as the various pressures come into play, but achieving an optimum result using manual methods is impossible. This is because the optimisation methodology needed to solve this situation would require a series of complex, inter-related sequences to be considered as one single ‘black box’ calculation, and this would inevitably prove to be so complex that the solution would take too long, as well as proving impossible to validate.
The selection of solution sequence priority requires an intimate understanding of production, logistics and port characteristics, as well as business and market needs that need to be satisfied. Advanced business analysis techniques are therefore required to design/model this as a total process. The resulting system is thus a powerful model, a scheduler of activity, and a solution optimiser.
Importantly, such pit-to-port systems need to be operated as part of ongoing core business systems and cannot exist on the side as an ad-hoc tool to be run only when a need or crisis arises. By fully integrating the system alongside an Enterprise Report Planning (ERP) or sales/production suite of systems, the pit-to-port capability becomes a critical hub environment that all members of the organisation can use as a single source of the truth. Automated data transfer of relevant information in both directions further cements the integration and efficiency benefits.
In essence, the core ERP or sales/production systems hold transactions and all of the master data. Unconstrained information flows from these systems into the pit-to-port planner. Once these plans are developed using constraint-based modelling, then optimised and approved, they are sent back to the source systems as so-called firmed plans ready for execution by the various operational and marketing groups. These firmed plans are realistic and physically deliverable at that point in time, and optimised to the business objective.
18.5.3 Collaborative approaches
Success and future growth in coal and iron ore use will increasingly depend upon achieving cost reduction through progressive improvement of products, sustainability and consistency in supply. To achieve this, interaction of all participants in the coal supply chain from resource (ore body or coal field) to end user is required. This includes dealing with so-called secondary ‘products’ such as ash or slag, and overcoming environmental issues (NOx, SOx, particulates, toxic elements, etc.).
Improved integration across a bulk supply chain within the organisation returns obvious benefits of less waste and better customer service. However, there is a wider prize where whole-of-supply-chain systems and their customers share and collaborate in terms of information. This information sharing is currently often achieved at the technical level. However, collaboration of demand and supply dynamics, seasonality, and planned downtime allow sequential supply chains to synchronise more closely and remove waste. Consumer supply chains have led this trend but many benefits are anticipated in the resource industries by using similar techniques and processes.
There are two dimensions where collaboration could return benefits to the whole bulk supply chain. Firstly, between producer and export customer and secondly, among producer peers sharing a common logistics channel. A traditional supplier/customer model predominates in the resource industries where annual term contracts specify tonnage and quality parameters. Supply patterns are often on an even annual basis and shipping terms are predominantly on a free-on-board (FOB) basis. The customers traditionally charter their own vessels in conjunction with associated trading houses.
With all such terms and conditions reflected in the ongoing contracts, there is little opportunity taken for suppliers and customers to collaborate at a supply chain level. Examples where benefits could be shared include communication of both supply and demand patterns due to major plant outages, seasonal factors, and the varying of quality parameters required from time to time. The benefits are expected to be most significant where a specific coal or ore is required for the particular steel mill or mineral processing facility respectively. This is because, under these circumstances, substitute materials are not readily available and the supplier/customer relationship is critical.
The benefits to be had from closer collaboration include reduced inventory across the chain and less urgent adjustments to production and logistics operations as supply and demand at specific qualities have to be reworked. True collaboration here requires mechanisms to identify savings and to share those savings equitably. Review of the traditional term contracts would support this improvement.
In coal production, mining operations involve a large number of operators mining and shipping from a specific coalfield or region. The large capital costs, and dedicated infrastructure required, results in sharing of that infrastructure where much of the infrastructure is government or privately owned as a single, monopolistic entity. Under competition law requirements, access to the infrastructure is closely controlled to ensure equity of price and utilisation. Also, the producers are competitors and so sharing of market data is not possible. Therefore, management of the holistic supply chain across producers, rail corridors, and ports is problematic. However, if collaboration at a logistical level can be achieved that does not breach competition law, the overall supply chain operation could be better synchronised and operate more efficiently. Attempts to create coordinating bodies across large coal chains have seen mixed success as they struggle to exert control. One avenue might be to establish a logistical entity that is owned by the operators, has direct control of the overall logistics operations, and adheres to open rules and regulation to ensure equity of access and treatment. Savings achieved would then be distributed back to the members of the coordinated chain. Given the highly visible ship queues waiting for coal seen at terminals on the Australian east coast, the potential industry savings from such logistics integration is massive. There has to be industry willingness or a cost imperative to occur before such collaboration can result.
In considering costs at various points across the overall supply chain, where does the greatest potential exist for creating improvement? From the example shown in Fig. 18.19, clearly, a relatively small improvement in mining costs could have a big impact on the customer’s cost. It would also impact on the subsequent costs and performance in the producer’s part of the supply chain. Such improvement requires the interaction of all participants in the coal supply chain from resource to end user, including dealing with so-called secondary ‘products’ and overcoming environmental issues.
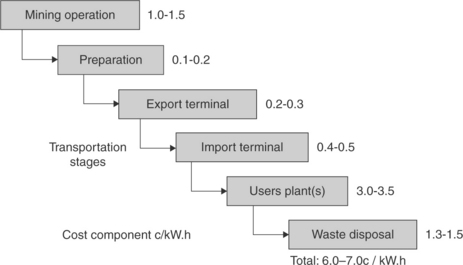
18.19 Customer-focused supply chain cost allocation in $kWh (Osborne, 1997).
Such opportunities exist in all raw material supply chains, and although unifying the measures into a single unit may not normally be regarded as a practical proposition, it does serve to indicate very clearly where real opportunities for collaborative improvement exist (Osborne and Hall, 1997). As all supply chains are unique, a truly collaborative approach is essential between all parties and stakeholders and, along with it, the trust and belief that this can be a ‘win-win’ initiative for all concerned. Sadly, there are very few reported examples of where this has occurred with anticipated values being derived. A captive power plant served by a single coal supplier probably represents a strong prospect with minimal complexity, but a steel plant where dozens of suppliers are involved perhaps offers the greatest potential.
Secondary products are those generated from the main utilisation avenue; for example, ash and slag products that are still commonly regarded as waste or discards and also the associated environmental management. Viewed as a cost to the customer, ash and slag disposal can be a major problem in highly urbanised and developed environments. Close collaboration and problem solving with customers sensitive to these problems can be strategically valuable to the relationship. This collaboration must also include R&D, implementation and commercialisation.
To assist in recognising benefits from collaboration, it is instructive to look at costs using the KPI measures of the customer. For example, delivery in-full, on time is a standard measure used by procurement organisations. The impact of a late delivery of coal to a steel mill or power station requires adjustments to blends, alternate supplies and distraction from the main management attention. The cost to the operation can be large and often hidden within the cost structures. It is represented by inefficiency and waste. Penalty clauses in contracts are designed to mitigate the exposure to these costs. However, they are a crude incentive and can prevent identification of the root cause of the problem. Alternatively, collaboration of the costs of poor performance and joint sharing of benefits from improvements can bring a supplier/customer relationship closer, thereby taking outright costs out of the supply chain rather than just recovering costs from errors.
18.6 Future trends
18.6.1 People
Supply chains are run by people, not systems. Technology has rapidly developed to allow sophisticated optimisation systems, constraint-based schedules, mass data handling, etc., to be performed. However, the capability of the people to adapt to this technology has not been so rapid. Also, the traditional functional organisational structure does not assist in developing the necessary cross-functional integration of processes.
Large organisations use KPIs to direct behaviour and decision making towards the organisational goals. When KPIs are developed from within a given function, there is a risk that sub-optimal KPIs and consequential drivers might result. These can be in conflict with the needs of an adjoining functional group. An integrated ‘KPI driver tree’ takes a top down view of KPIs, starting with the peak organisational performance driver. From this peak level, lower level KPIs are developed by cascading down from the top such that KPIs evolve in relationship to their senior KPI via a mathematical equation or logic. This approach ensures that all functions and levels are synchronised with the organisational goals such that they do not operate in conflict.
Increased technical innovation, economies of scale, and automation of mining and logistics operations drives costs out of the supply chain. However, this also requires a change to the nature of the skill base and behaviour of the personnel operating the chain. Although individual physical activity will reduce with automation, the interactions by individuals across the chain need to become more formalised and ‘rule based’ and less reliant on informal, person-to-person processes. Hence, there is an increasing need for cross-functional coordination and control in order to ensure that automated activity in a given function integrates with the next step in the chain which is also becoming more automated.
With increasing focus on automation and remote operational control, the remaining individuals involved in operating the chain require changed skills aligned to monitoring and control rather than a direct operating role. Increasing the behavioural focus on the cross-functional supply chain dimension rather than the all-too-often encountered siloed, functional activity is prompted.
18.6.2 Other factors
Ongoing development of supply chain technology will continue as platforms grow in processing capability. Traditionally, the two areas of optimisation and simulation have developed independently, providing solution and visibility benefits respectively. With ever-more powerful processing capability, a merging of optimisation and simulation techniques would deliver to the user a solution that is more traceable and able to be validated. The ‘black box’ optimisation from earlier linear programming (LP) solutions was hard to validate and left the user in the quandary of not being able to explain to management why the solution provided was optimal. Improvements to user interfaces incorporating simulation capability would provide this confidence to both users and management.
Supply chain models are not static entities that operate on a set-and- forget basis. In reality, constraints vary over time, can be ‘hard’ or ‘soft’ and, most importantly, the location of the bottleneck (or overall rate determinant) can move up or down the chain. This characteristic can be data driven or reflect changes in the physical characteristics of the infrastructure. This ever-changing nature of the model requires flexibility and ease of maintenance by users, or else ongoing relevance and applicability of the system will be lost. The excellent book ‘The Goal’ by Goldratt (1984) is a cornerstone text outlining the practical understanding of the theory of constraints in a manufacturing operation. The principles outlined in this book are most likely to be applicable to bulk supply chains where stock buffering, complex options, and moving points of constraint all predominate.
Ideally, supply chain models and processing systems should be integrated into the suite of existing IT production systems. This allows sharing of data (particularly master and transaction data from a single source), normal system maintenance and robust systems management by the IT professionals. Standalone systems have an all-too-common characteristic of falling out of use because the maintenance of the system and data becomes a significant overhead. Development of solutions that are designed to form a part of the normal day-to-day decision support operation incur a high initial development cost but have a greater chance of remaining in use. This happens only if this approach is a part of the IT strategy and is adhered to.
To date, the notion of a ‘super-cycle’ commodity market, particularly in metallurgical coal and iron ore, has driven rapid project development. This has left a legacy of high installed cost bases. A volume driven supply chain process was favoured against tight cost control. In the event of a return to ‘normal’ commodity cycle patterns, the focus of supply chain activity should swing back to enhanced efficiency and tighter cost control. Operations in the higher cost quartiles are most at risk to this trend.
Integration of supply chain functions from end-to-end is required for the optimisation of either volume maximisation or cost minimisation. The fundamentals are the same, with the differences necessitating only a different optimisation approach. For mining operations, residence in the lower cost quartile is essential for both options in order to ensure long-term sustainability as market cycles fluctuate. An increasing focus on SCM methods is seen as a critical driver to this end.
18.7 References
Alonso, Elisa, Field, Frank, Gregory, Jeremy, Kirchain, Randolph. Material Availability and the Supply Chain: Risks, Effects, and Responses. 2007; Environmental Science & Technology, Vol. 9,. American Chemical Society. 2007; 41(19):6649–6656.
Christopher, Martin, L., Relationships and Alliances: Embracing the Era of Network Competition Chapter 17Gattorna, John L., eds. Strategic Supply Chain Alignment. Gower Press, U.K, 1998:272–301. [Revised 2003].
Enterprise Risk Management: Tools and Techniques for Effective Implementation. Published by Institute of Management Accountants, 10 Paragon Drive, Montvale, NJ 07645–1760, USA www.imanet.org, 2007.
Fine, Charles. Clockspeed – Winning Industry Control in the Age of Temporary Advantage, Chapter 4, pp 43–76. Perseus Books; www.perseusbooks.com
Fine, Charles. Clockspeed - Winning Industry Control in the Age of Temporary Advantage, Chapter 8, pp 127–149. Perseus Books; www.perseusbooks.com.
Lambert, Douglas, M., Supply Chain Management: Processes Partnerships, Performance, 3rd, 2008.
Lambert, Douglas, M, Processes: An Executive Summary of Supply Chain Management; 2008, Partnerships Performance – SCMI, 978-0-9759949-2-4.
Lambert, Douglas, M., Supply Chain Management: Processes 097599493XLambert, Douglas, M. 3rd. Partnerships, Performance; Supply Chain Management Institute, 2008, 9780975994931.
Mann, Bernd, Automatic Control of Bucket-wheel Stacker/reclaimer including corresponding patents in Australia, USA, Brazil, etc., 2001.
Osborne, Dave G., Adding Value to Coal by Design November 1997.. Integration and Vision David Horsfall Memorial Lecture 1997. South African Coal Processing Society, Johannesburg, 1997.
Osborne, Dave G., Hall, Rod. Characterisation in Production and Transportation of Thermal Coal. November 1997. The Australian Coal Review. 1997; 29–32.
Poluha, Rolf G., Application of the SCOR Model in Supply Chain Management, New York: Youngstown; 2007, 1-934043-23-0.
QMASTOR Coal and Mineral Supply Chain Management; Triple Point Technology, 301 Riverside Avenue, Westport, CT, USA 06880, e-mail: [email protected]. www.tpt.com.
Supply Chain and Logistics: Terms and Glossary – Updated October 2006: The Council of Supply Chain Management Professionals (CSCMP); http://www.logisticsservicelocator.com/resources/glossary03.pdf.
van der Leer, Ton, EMO Expanding for Success January 2004.. World Coal, 2004.
Vitasek, Kate. Supply Chain Visions, Bellevue, Washington (on behalf of the Council of Supply Chain Management Professionals – CSCMP); www.scvisions.com.