
Coal analysis
Abstract:
Comprehensive coal evaluation programmes are formulated to identify and assess a coal’s metallurgical (coking) or thermal properties in terms of expected utilisation behaviour, environmental implications and value. This chapter covers the range of tests for coal analysis evaluation only.
6.1 Introduction
In commercial terms, the value of a coal deposit is measured not only by the quantity of the deposit but more importantly by its quality, that is, its specific properties. It is the relationships of these specific properties, either acting alone or in combination, which determines the coal’s performance from mining, to preparation, to end use, and determines the true value of the coal deposit.
Coal is not a homogeneous commodity, and no two coals will perform in exactly the same manner.
Methods for coal quality evaluation use national standards. Commonly used standards are International Organization for Standardization (ISO) standards, American Society for Testing and Materials (ASTM) Standards, British (BS) standards or Australian (AS) standards, plus other standard organisations. These standards have been established by consensus and approved by recognised bodies, and provide the rules, guidelines and procedures for the generation of results and the coal’s characterisation.
Coal testing and analysis provides the basis of the coal’s evaluation, in terms of usage, environmental implications and value.
Based on its properties, coal can be classified by rank, from lowest to highest, into the categories of lignite, sub-bituminous, bituminous and anthracite. Lower rank coals contain less carbon, more moisture and have lower calorific values.
In general terms, based on rank, coal can be classified as either ‘thermal’ coal or ‘metallurgical’ coal. Thermal coal is lower in carbon content and calorific value, higher in moisture value, is the world’s most abundant fossil fuel, and is used primarily to produce energy. Metallurgical coal is less abundant than thermal coal and is primarily used in the production of coke, which is an important part of the integrated steel mill process.
Comprehensive coal evaluation programmes are formulated to address most aspects of identifying and assessing a coal’s metallurgical (coking) or thermal properties and expected utilisation behaviour. Both programmes include performing a comprehensive set of laboratory analyses, and either cokemaking exercises and coke tests (metallurgical), or mill configuration tests and boiler simulation tests (thermal), on the sample coal. The combined results provide validation and allow a technical and interpretive evaluation of the results.
There are a number of categories of metallurgical coal: (i) hard coking coal: a coal that, when coked alone, produces a hard coke; it is normally a strongly-coking low volatile or medium volatile bituminous coal; (ii) semihard coking coal: a marketing term for a coal that is marginally inferior to hard coking coal; (iii) soft coking coal: a coal that, when coked alone, produces a relatively soft coke – it is normally a high volatile coking coal and is often a valuable component of coking blends; (iv) semi-soft coking coal: a marketing term for coal which, because of higher ash or poorer coking properties, is marginally inferior to soft coking coal; and (v) PCI coal: PCI coal is generally not considered to be a coking coal, but rather it is used primarily for its heat value and is injected into a blast furnace to replace expensive coke. Semi-soft and PCI coals normally have lower sales values compared to hard coking coal due to the relative availability of these products.
This chapter covers the comprehensive set of laboratory tests only. The testing and analysis of coal is quite complex. The most important step in the whole process of coal evaluation is to ensure that a ‘representative sample’ is extracted for testing and analysis. Regardless of what common international standard is applied to testing the coal, in general, the evaluation should generate very similar results. However, there are a few exceptions to this statement, which will be highlighted in the individual tests described below. Further information and advice about the general topic of coal analysis can be obtained from a variety of sources, including the Mine Skill Coal Quality Course run by ALS Laboratory Group.1
6.2 Typical metallurgical (coking) and thermal coal tests
Laboratory analyses of coal are critical to understanding the underlying quality of the test coal.
A typical laboratory analysis of a metallurgical (coking) test coal may include the determination of the following:
A typical laboratory analysis of a thermal test coal may include the determination of the following:
6.2.1 Total moisture – M (as) or M (ar)
Moisture occurs naturally in coal. Total moisture is defined as the moisture in the coal as sampled or as received. Concentrations vary from coal to coal. Moisture in coal is associated with the depositional process when the coal seam was being formed, and with processes associated with mining, preparation and transport.
There are two procedures for the determination of total moisture: a single-stage method and a two-stage method. Air drying or drying in a nitrogen atmosphere can be used for either method, depending on the coal rank. Drying in a nitrogen atmosphere is suitable for all hard coals, while drying in air is suitable only for hard coals not susceptible to oxidation.
1. Single-stage – the sample is crushed to a nominal top-size of 11.2 mm. A subsample is dried in air or a nitrogen-flush oven at a temperature of 105–110 °C. The moisture is calculated from the loss in mass.
2. Two-stage – firstly the free moisture, Mf, is determined by drying the sample in air at ambient temperature, or at an elevated temperature not exceeding 40 °C. The residual moisture, Mr, in the air-dried sample is then determined. The sample is crushed and a subsample extracted, which is dried at 105–110 °C in air or nitrogen flushed oven.
The moisture is calculated from the loss at each of the two stages using the following formula:
The result for total moisture is given as the mean of duplicate determinations, reported to the nearest 0.1%. Reproducibility for total moisture is 1.5% (ISO 589).
For producers, excessive moisture causes handleability problems. For consumers it reduces pulveriser capacity and flame stability, or adds to process inefficiencies as heat is wasted in evaporating the water. For shipping, moisture also identifies that part of a cargo that is dead weight. In addition, low moisture levels may create dust problems during handling.
6.2.2 Moisture holding capacity
The amount of water a coal will hold when it is fully saturated is termed moisture-holding capacity (MHC). This is widely accepted as the moisture content of coal as it exists in the seam prior to mining. MHC is used as a primary determinant of coal rank for low-rank coals.
A representative sample of crushed coal is mixed with distilled water for 3 h. The excess water is removed and a subsample is placed in a vacuum desiccator with the pressure set at 4 kPa (30 mm HG), the humidity set at 96–97%, and the temperature set at 300 °C for up to 72 h (or until equilibrium is attained). For some low-rank coals, equilibrium may take up to 7 days to attain. The coal is weighed and then dried to constant mass at 105 °C. The mass loss is considered the MHC, Equilibrium Moisture or Bed Moisture. The result for MHC is given as the mean of duplicate determinations, reported to the nearest 0.1%. Reproducibility for MHC is ± 1.2% (ISO 1018).
6.3 Proximate analysis
The term ‘proximate’ means ‘first’ or ‘immediate’, and this test forms the basis for coal characterisation and utilisation.
Proximate analysis is determined on the analysis sample after crushing to a nominal − 0.212 mm (ASTM nominal − 0.250 mm) 95% passing.
Prior to analysis, the moisture content of the sample is equilibrated with the laboratory atmosphere by exposure as a thin layer on a tray. Proximate analysis is made up of:
Each of the above parameters is reported as a mean of duplicate determinations as a percentage to the nearest 0.1% (ASTM is usually reported to two decimal places).
6.3.1 Moisture in the analysis sample
In this test, a sample is allowed to achieve equilibrium with the humidity in the laboratory’s atmosphere. A known mass of sample is then dried in a minimum-free-space oven (able to maintain a temperature within the range of 105–110 °C and with provision for nitrogen to pass through it at 15–20 oven volumes per hour. In the case of ASTM, nitrogen is substituted with air which must be renewed at a rate of 2–4 times per minute) until constant mass of the sample is obtained. The moisture percentage is calculated from the loss of mass of the sample. Generally, ASTM delivers a slightly lower moisture in the analysis sample result.
Note: the moisture content of coal will change depending on the relative humidity of the atmosphere to which it is exposed. Any changes in the humidity will be reflected as a change in the moisture content of the coal. Therefore, it is important that the moisture in the analysis sample is determined at the same time as other tests are carried out, to avoid erroneous results caused by fluctuations in laboratory humidity conditions.
Because of the susceptibility of coal to changes in the humidity of the laboratory environment, reproducibility for moisture in the analysis sample is not applicable (ISO 11722). If an analysis has to be repeated then a moisture determination must be performed again, concurrently with the repeat analysis. The importance of moisture in the analysis sample is often underestimated or misunderstood by producers and end users. The moisture in the analysis sample forms the basis for the reporting of other analytical results.
Some coal tests require adjustment for the moisture content in the analysed results. This applies to volatile matter and hydrogen analysis.
Confusion often occurs when people involved in coal selling, buying or utilisation do not always consider the basis on which the analysis results are reported.
To directly compare one result with another, the moisture basis must be the same for the coals being tested, such as dry basis or a specific moisture basis.
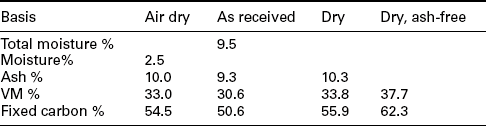
Basis for reporting results
‘As received’ (as sampled) (ar) – the analysis is reported based on the total moisture of the sample that represents the total moisture of the coal when it was sampled.
‘Air Dry’ (ad) – the analysis is reported based on the moisture content of the analysis sample after it has come into equilibrium with the humidity of the laboratory atmosphere.
‘Dry’ (d) – the analysis is reported based on condition in which the sample is assumed to be completely free of moisture.
‘Dry, Ash-Free Basis’ (daf) – analysis is reported based on the hypothetical condition that the sample is assumed to be completely free of moisture and ash. This allows a judgement based on only the organic component of the coal.
Conversion equations
Various equations allow conversion to generate a given result into a result on a different basis. Some of these equations include:
Equation [6.1] From an ‘air dry’ basis to an ‘as received’ basis
Equation [6.2] From an ‘air dry’ basis to a ‘dry’ basis
Equation [6.3] From an ‘air dry’ basis to a ‘dry, ash-free’ basis

Equation [6.4] From a ‘dry’ basis to an ‘air dry’ basis
Equation [6.5] From a ‘dry’ basis to an ‘as received’ basis
Equation [6.6] From a ‘dry’ basis to a ‘dry, ash-free’ basis
Equation [6.7] From a ‘dry, ash-free’ basis to an ‘air dry’ basis
Equation [6.8] From a ‘dry, ash-free’ basis to an ‘as received’ basis
Equation [6.9] From a ‘dry, ash-free’ basis to a ‘dry’ basis
Equation [6.10] From an ‘as received’ basis to an ‘air dry’ basis
Equation [6.11] From an ‘as received’ basis to a ‘dry’ basis
Equation [6.12] From an ‘as received’ basis to a ‘dry, ash-free’ basis
Table 6.1 is an example of proximate analysis reported to different bases.
6.3.2 Ash
Ash is the most fundamental of quality parameters and is critical in determining the coal’s end use. Ash is the residue remaining after the complete combustion of all coal organic matter and oxidation of the mineral matter present in the coal. The standard procedure for determining the ash value for a coal involves heating a known mass of sample (usually 1 g) in a crucible in air to 500 °C over 30 min, maintaining the sample at this temperature for 30 min, before heating to 815 °C until the mass of the sample is constant. The percentage of ash is calculated from the mass of residue remaining after incineration divided by the original mass of the sample used in the procedure. Reproducibility for ash is ± 0.3% (ISO 1171) (Fig. 6.1). Ash is broadly considered to be an approximation for the mineral content of the coal. However, some mineral species are altered when the coal is incinerated. CO2 is removed from carbonates, SO3 is removed from the sulfides, and H2O is removed from clay minerals and other minerals where it exists as water of crystallisation.
What is the importance of ash?
Ash level limits are key requirements in commercial transactions.
Financial penalties based on out-of-specification ash levels are often detailed in sale contracts. For example:
Contract Specification: Ash 10.0% maximum (dry basis),
Ash Penalty: $0.50 per 0.1% of ash above 10.0% (db) per tonne.
For metallurgical coal, ash remains in the coke and becomes incorporated in blast furnace slag. For thermal coal, ash impacts on plant efficiency, collection of particulate emissions and ash disposal; the higher the ash value, the lower the calorific value.
6.3.3 Volatile matter
Volatile matter (VM) is the percentage loss in mass, adjusted for moisture, when coal is heated out of contact with air under standard conditions. In this test, 1 g of sample is placed into a lidded crucible (to prevent ingress of air), which is placed in a furnace at 900 °C for 7 min or 950 °C if using the ASTM method. Moisture in the analysis sample is determined concurrently. The VM is calculated from the loss in mass of the analysis sample after making allowance for the loss in mass due to moisture. Reproducibility for VM is ± 0.5% (ISO 562) (Fig. 6.2).

VM is a well-recognised tool that can be used to determine coal rank. Bituminous coals decrease in VM in response to increasing coal rank, as shown in Table 6.2. The ASTM method tends to give a higher VM result than other standards for high volatile bituminous coal, in some cases up to 1% higher.
Table 6.2
Decrease of VM in bituminous coals in response to increasing coal rank
| Rank stages | % VM (daf) |
| Wood | > 65 |
| Peat | > 60 |
| Brown coal | 52 |
| Sub-bituminous coal | 40 |
| High volatile bituminous coal | 31 |
| Medium volatile bituminous coal | 22 |
| Low volatile bituminous coal | 14 |
| Semi-anthracite | 8 |
| Anthracite | 2 |
VM is an important parameter for coal end users. For metallurgical coal, VM impacts coke strength and gas balance. If the VM is too high it can lower the coke yield. For thermal coal, VM has a large impact on the ignitability and burnout characteristics of the coal. VM is driven out of the fuel when the fuel is heated and ignites readily, thus supporting ignition of the coal.
The general rule is that as the VM decreases and the fuel ratio (fuel ratio = fixed carbon/VM) increases, the coal becomes harder to ignite and burns more slowly. VM content is often used as an indication of the ease of combustion of a coal. The fuel ratio is often calculated to assist in boiler design.
Some power companies set VM maximum limits for fear of mill fires and explosions.
6.3.4 Fixed carbon
Fixed carbon is the solid, combustible residue remaining after removal of moisture, ash, and volatile materials from coal, coke, and bituminous materials, expressed as a percentage. Fixed carbon is calculated by subtracting the percentage moisture, ash and VM from 100%. The calculation requires all parameters to be on the same moisture basis.
Example of calculation of fixed carbon:
For consumers of thermal coal the uniformity of fixed carbon content impacts efficient combustion.
6.4 Sulfur
Sulfur is an element naturally occurring in coal. The occurrence of sulfur in coal is associated with the depositional process during the coal seam formation. This process may include the type of plant material deposited, whether deposition occurred in a freshwater or saltwater environment, any bacterial activity and the type of sediments deposited.
For laboratory analysis, the coal sample is combusted at 1350 °C in a stream of oxygen. The test specimen is heated in a tube furnace in a stream of oxygen to oxidise the sulfur to sulfur dioxide. The gas stream containing the sulfur dioxide is passed through a cell where it is measured at a precise wavelength by an infrared absorption detector.
The result for total sulfur is given as the mean of duplicate determinations, reported to the nearest 0.01%. Reproducibility for sulfur is ± 0.10% (ISO 19579) (Fig. 6.3).

Sulfur is generally considered to occur in three forms in coal: sulfate sulfur, sulfidic sulfur (pyritic sulfur), and organic sulfur. The sulfate sulfur is extracted using dilute hydrochloric acid and concentration determined gravimetrically. The pyritic sulfur is calculated as stoichiometric combination with iron. Organic sulfur is calculated by subtracting the sulfate sulfur and pyritic sulfur from the analysed total sulfur.
Sulfur is an unwanted impurity in both coking and thermal coal. For coking coal, sulfur impacts the efficiency of coke consumption and lengthens steel-making time. In addition, some sulfur is retained during the coking process, which has a detrimental effect in the production of steel.
For thermal coal, sulfur impacts the rate of corrosion in the boiler and in controlling emissions. When coal is burned in power stations or heated in coke ovens, oxides of sulfur are formed such as sulfur dioxide (SO2).These oxides are air pollutants and can react with water to become corrosive and form acid rain.
6.5 Calorific value
A known mass of coal is burned in pressurised oxygen in an isoperibol calorimeter under standardised conditions. The gross calorific value (GCV) is calculated from the rise in temperature of the water surrounding the vessel in the calorimeter and the mean effective heat capacity of the system. Allowances are made for the heat released by the firing wire used to ignite the coal, the thermochemical corrections, and for heat transfers between the calorimeter and its surroundings.
The result for calorific value (CV) is given as the mean of duplicate determinations, reported to the nearest 0.01 MJ/kg.
CV can be determined by ISO standards at either constant volume or constant pressure, while CV by ASTM standards is determined at constant pressure.
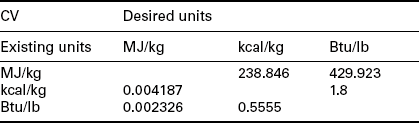
Reproducibility for CV is ± 0.3 MJ/kg (ISO 1928). CV is commonly expressed as either MJ/kg, kcal/kg or BTU/lb. A summary of conversion factors is detailed in Table 6.3. To convert the existing units to the desired units, multiply the existing units by the relevant factor.
The net calorific value (NCV) is calculated from the GCV using unique calculation formulae, and is dependent on the standard required. NCV is generally reported on an ‘as received’ basis. NCV determined by constant volume delivers a slightly higher result than NCV performed under constant pressure.
Compared to the GCV (as received), NCV (ar) better represents the practical energy of a coal for a power station, and is a common parameter for thermal coal sale contracts.
Power stations need to know what energy will be produced when the coal is burned. CV is the most important property in determining a thermal coal’s value; the higher the CV, the higher the monetary value (Fig. 6.4).

6.6 Ultimate analysis
The organic-derived components of coal are composed primarily of elements of carbon (C), hydrogen (H), nitrogen (N) and oxygen (O). There is also a component of organically bound sulfur (S).These five components make up more than 99% of the organic portion of coal, and the analysis of the components is usually reported such that they sum to 100% (including moisture and ash where applicable (depending on the basis), with oxygen calculated by difference). Results are commonly reported to different bases: ad, ar, db, daf.
Determination of carbon, hydrogen and nitrogen is performed by an automatic non-dispersive infrared analyser. The sample undergoes combustion converting elemental carbon, hydrogen and nitrogen into CO2, H2O, N2 and NOx.
These gases are then passed through infrared cells to determine carbon and hydrogen content, and a thermal conductivity cell to determine nitrogen. The raw hydrogen analysis result is moisture-corrected. A moisture determination must be analysed concurrently with the ultimate analysis.
The ultimate analysis is reported as the mean of duplicate determinations, reported to the nearest 0.1% for carbon and oxygen (by calculation) and nearest 0.01% for hydrogen and nitrogen.
Reproducibility for carbon is ± 0.5%, hydrogen ± 0.25% and nitrogen ± 0.10% (ISO 12902) (Fig. 6.5).

6.5 Set-up for Ultimate analysis – determining the carbon, hydrogen, nitrogen and oxygen content of a coal.
From the ultimate analysis, carbon (% daf) may be used to determine rank. Hydrogen is used in all NCV calculations and nitrogen impacts on NOx formation and emission. Nitrogen is often a sales contractual penalty (> 2% daf).
6.7 Carbonate carbon
During combustion, carbonate minerals such as calcite, dolomite, ankerite and siderite produce CO2 gaseous products.
The carbonate content is necessary to determine the combustible carbon content and the incombustible (carbonate carbon) content.
The coal is treated with hydrochloric acid, and carbon dioxide is evolved from the decomposition of the carbonates. The carbon dioxide is absorbed in the absorption flask and weighed. The weight gain is the amount of carbon dioxide evolved and is calculated to carbonate carbon.
The result for carbonate carbon is given as the mean of duplicate determinations, reported to the nearest 0.01%. Reproducibility for carbonate carbon is ± 0.02% (ISO 925) (Fig. 6.6).

6.8 Common thermal coal tests
In addition to use of ash and CV, there is a suite of tests that is commonly used to assess the behaviour of coal in power generation.
6.8.1 Ash analysis
Determining the elemental composition of coal ash is termed ash analysis. Analysis may be determined by X-ray fluorescence (XRF) (Fig. 6.7), or inductively coupled plasma mass spectrometry (ICP-MS) or atomic absorption spectrometry (AAS). Results are presented on an oxide basis example: SiO2, Al2O3, Fe2O3, CaO, MgO, Na2O, K2O, TiO2, Mn3O4, SO3, P2O5, BaO, the sum of which approximates to 100%. The ash analysis constituents are reported as the mean of duplicate determinations. Repeatability and reproducibility for the individual ash constituents vary depending on the equipment and international standard used (refer to the appropriate standard method).

Elemental composition can be used to help determine the behaviour of ash residue in an industrial situation. The presence of large amounts of oxides of iron, calcium, sodium and/or potassium generally indicates an ash with low ash fusibility temperatures.
The most important alkali metals are sodium and potassium. These alkalis are undesirable in thermal coals, as they give rise to fouling and slagging problems in boilers. Slagging and fouling indices can be calculated directly from the ash analysis results. Small additions of alkalis can improve electrostatic precipitation performance.
For coking coal alkali metals are undesirable, as they tend to increase coke reactivity in the blast furnace.
6.8.2 Ash fusibility
The test is important for thermal coal use. A moulded specimen, (triangular pyramid – ISO 540) of the prepared ash is heated at a controlled rate of 5 °C/min from 1000 °C to 1600 °C in either a reducing atmosphere (50% hydrogen and 50% carbon dioxide) or oxidising atmosphere (100% air or carbon dioxide). The ASTM method uses a different mould size to prepare the pyramid shapes of ash.
The image of the triangular pyramid is recorded by a camera at regular intervals and the shapes assessed either by eye or automatically by image analysis technology.
The characteristic fusibility shapes occur and are determined as follows (Fig. 6.10):
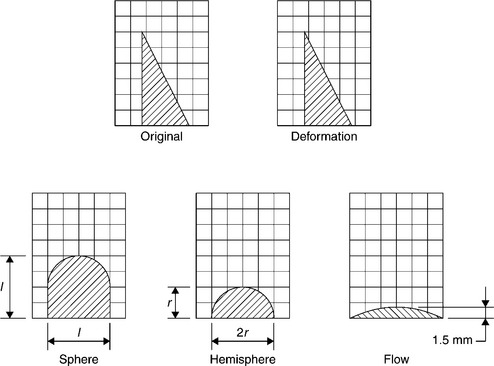
• Deformation temperature (first rounding of the tip of the specimen). ASTM refers to this as initial deformation temperature.
• Sphere temperature (the height of the specimen is equal to the width of the base). ASTM refers to this as softening temperature.
• Hemisphere temperature (height of specimen is equal to ½ the width of the base). ASTM refers to this as hemispherical temperature.
• Flow temperature (fused ash specimen is spread out over the tile in a layer). ASTM refers to this as fluid temperature.
The results are given as the mean of duplicate determinations, reported to the nearest 10 °C. Reproducibility temperatures in order of occurrence are ± 80 °C, 60 °C, 60 °C and 80 °C respectively (ISO 540) (Figs 6.8 and 6.9). Of the characteristic temperatures, the deformation and flow are the most difficult to reproduce. Oxidising atmosphere temperature tends to give higher temperature results than reducing atmosphere (30–60 °C higher in some cases).


6.8.3 Hardgrove grindability index (HGI)
This provides an indication of the ease with which a coal may be ground. The higher the HGI, the softer a coal. For example, an extremely hard coal has an index of about 30, while soft coals have an index of around 80. The HGI of a coal increases with rank, but also varies with the nature and amount of mineral matter present.
A prepared sample of coal of limited particle size is ground under defined conditions in a standard laboratory mill. The HGI value derives from the sieve analysis of the ground product and by reference to a calibration prepared from certified reference materials. The result for all HGI is given as the mean of duplicate determinations, reported to the nearest 1 unit. Reproducibility limit for HGI is ± 5 units (ISO 5074) (Fig. 6.11).

For thermal coal, HGI impacts on power station design limits, particularly milling performance-power consumption and/or product fineness.
6.8.4 Abrasion index
The nature and concentration of hard minerals (especially quartz and pyrite) affect the potential of the coal to cause wear of pulveriser mill components.
The abrasion index (AI) is a measure of the wear caused by the mineral matter in coal. A 2 kg sample of − 6.7 mm sample is placed in a mill in which four standard metal blades rotate at 1500 r/min for a duration of 12 000 revolutions. The AI is calculated from the loss in mass of the four blades during the test. Results are reported as the mean duplicate determinations to the nearest 1 mg of metal lost per kilogram of coal – no reproducibility values are applicable (ISO 12900).
6.8.5 Trace elements in coal
There is a broad range of elements that occur in relatively minor proportions in coals. Data regarding trace element concentrations in coal are important for determining emission factors (impact on the environment) and for providing raw data for combustion models.
Specific procedures for digestion and analysis apply to the individual trace elements. Analysis is performed by ICP or GF–AAS. Results are reported as either ppm or μg/g and usually to dry basis. The following trace elements are grouped below into their area of concern.
6.9 Common coking coal tests
The three main factors which can contribute to the change/deterioration of coking coal properties over time include:
To minimise the coking coal deterioration of laboratory coal samples, samples should be completely sealed, stored at the largest top-size possible in a freezer and analysed as soon as possible, i.e. minimal delay.
There are a number of routine tests that provide insight into the coking potential of a coal. These include ash, ash analysis, vitrinite reflectance and maceral analysis. Other tests investigate the rheological properties of coal during the transformation to coke and include:
• Tests that investigate the apparent ability of the coal to form a competent residual product during heating in the absence of air, CSN and caking G index.
• Tests that investigate the apparent ability of the coal to become fluid during heating in the absence of air, Gieseler, Dilatation and Sapozhnikov.
• Tests that investigate the apparent ability of the coal to accommodate inert particles or other poorer coals, Gray–King Coke Type.
6.9.1 Crucible swelling number (Free Swelling Index-ASTM)
1 g of − 0.212 mm coal (ISO501) is heated, in covered crucible, to 820 °C for 2.5 min, and the resultant coke button is compared to a series of standard profiles and given a number between 0 and 9.
A swelling number of zero (0) reflects a non-coherent residue, from 1 to 2.5 reflects possible PCI/Thermal Coal, from 3 to 5 represents possible weak coking coal, and 5.5 to 9 represents possible coking coal. The result for CSN (FSI) is given as the mean of three determinations, reported to the nearest ½ unit. Reproducibility for CSN (FSI) is ± 1 unit (ISO 501) (Figs 6.12 and 6.13).

6.9.2 Caking index, G
The Roga index was used in Europe to indicate coking capacity and as an alternative to crucible swelling number. The Roga test has now been superseded by caking index, G (ISO 15585).
It is used as a primary metallurgical coal evaluation tool by Chinese coke producers. In this test, 1 g of − 0.2 mm coal is mixed with 5 g anthracite and placed in a crucible. A 100–115 g steel weight is placed on top of the coal sample and then the sample is pressed for 30 s under a 6 kg mass. The sample is rapidly coked in an electric furnace to 850 °C in 15 min. The coke material is weighed (M), placed in a small drum, and rotated for 5 min at 50 ± 2 rpm. The coke residue is screened at 1 mm and the weight of the + 1 mm coke (M1) is determined. The + 1 mm coke is then tumbled a second time, with the residue screened at 1 mm and the weight of the + 1 mm coke (M2) is determined.
The result is reported as the mean of duplicate determinations, to the nearest integer, as shown in Table 6.4.
6.9.3 Gieseler plastometer
The Gieseler plastometer test is useful in determining the plastic range of coals.
Plasticity refers to the melting and bonding behaviour of the coal and
• is an indication of the initial softening, chemical reaction, gas liberation and resolidification process within the coke oven;
• is an important requirement in the coke blend and is required for end product coke strength;
• the fluidity of the plastic stage is a major factor in determining what proportions of a coal is used in a blend.
The Gieseler test is widely used by the Japanese in assessing coking coals. The test itself is sensitive to the extent of oxidation of the coal sample. Coal rank strongly influences the Gieseler result. Compared to caking index, G and Sapozhnikov, the Gieseler test is the only one which attempts to measure the actual extent of the plasticity of fluidity attained.
The plastic properties of the coal are determined by applying a constant torque to a standardised stirrer placed in a crucible into which a sample of − 0.425 mm coal with a minimum of fines is charged and uniformly packed. The charge is heated uniformly through a temperature range from 300 °C to 550 °C (plastic range). The rate of movement of the stirrer is determined in relation to the increase in temperature. The temperature and rate of maximum movement is recorded and the results reported as the maximum fluidity value is expressed in dial divisions per minute (ddpm). The higher the ddpm recorded, the higher the plasticity. The reported result is the mean of duplicate determinations. Temperatures are reported to the nearest 5 °C and ddpm rounded to varying units from 5 to 2000 as the plasticity increases. Reproducibility of the test varies depending on the actual number of dial divisions per minute recorded and the applicable standard.
6.9.4 Dilatation
A pencil prepared by compressing a finely ground coal is heated at a constant rate in a calibrated steel retort in a furnace. The vertical displacement of a piston resting upon the pencil is recorded continuously as a function of time and temperature. The curve is characteristic of the swelling properties of the coal. From this curve, the maximum upwards and downwards displacements (expressed as percentages of the original length of the pencil) and three characteristic temperatures are determined. The maximum dilatation value is the key parameter and, for individual coals, the highest value possible is considered optimal. There are two slightly different dilatometer tests: Audibert–Arnu test and Ruhr test. The primary difference is the compaction of the pencil. As a result, the density of the Audibert–Arnu dilatometer pencil is only 85–95% of that of the Ruhr pencil. That tends to produce greater contraction compared to the Ruhr dilatometer test. However, the Audibert–Arnu dilatation test produces only 75–85% of the dilatation of the Ruhr Dilatometer test (Fig. 6.14).
In a similar way to the Gieseler test, this test’s results are strongly influenced by rank. The results are the mean of duplicate determinations with the three characteristic temperatures rounded to the nearest 5° and
(a) to the nearest whole number for negative dilatation;
(b) to the nearest whole number for positive dilatation up to 100%; or
(c) to the nearest 5% absolute for positive dilatation over 100%;
(d) if the maximum of the dilatation is above the zero line, the value is prefixed by a positive sign. If below the zero line, the value is prefixed by a negative sign.
6.9.5 Sapozhnikov plastometer
The Sapozhnikov test was widely used in the USSR and continues to be used as a tool for predicting coking potential in China. A 100 g sample of − 1.5 mm coal is packed into a retort and a load of 1 kg/cm2 is placed on the coal. The coal is heated (uni-directional from the bottom) with a temperature rise of 3 °C/min. Between 350 °C and 650 °C, the upper and lower levels of the plastic layer are measured at regular intervals using a needle and millimetre scale.
Two indices are derived from the ‘plastometric’ curve namely:
1. X: shrinkage (mm), which is the vertical drop of the final point of the curve from the 250 °C (commencement) datum line. The X value equals the % contraction, or shrinkage, of the coal briquette during the test. X values generally range from 0% to 35%.
2. Y: maximum thickness of plastic layer (mm), which is the maximum distance, recorded between the top and bottom of the plastic layer. Y values will typically range from 5 to 35 mm.
In general, a lower X value is indicative of good dilatation and a high Y value indicates good plastic behaviour.
6.9.6 Gray–King coke type test
Coal is heated in horizontal cylindrical retorts under standardised conditions to a final temperature of 600 °C. The coke residue obtained is classified by strength and degree of swelling against a standard set of characteristic profiles. The values range from A (no coking characteristics at all) to G, then G1, G2, …, Gx (superior coking properties). If the coke residue produced is so swollen that it fills the cross-section of the retort tube, the determination is repeated with a mixture of the coal and a suitable quantity of inert carbonaceous additive or equivalent material.
A Retains initial volume, non-coherent, usually in a powder form, may contain some pieces which, however, cannot be handled without breaking.
B Retains initial volume, barely coherent, in several pieces and some loose powder. Pieces can be picked up, but break into powder on handling.
C Retains initial volume, coherent, usually in one piece but easily broken; may be in two or three pieces with practically no loose powder, very friable and dull.
D Shrunken, moderately hard and shrunken, may be fissured but can be scratched with fingernail and stains the fingers on rubbing the curved surface vigorously, usually dull and black and appearing fritted rather than fused.
E Shrunken, hard and very shrunken, usually very fissured, moderate metallic ring, does not stain the fingers on rubbing, grey or black with slight lustre.
F Shrunken, hard, strong and shrunken, may be fissured, moderate metallic ring, does not stain the fingers on rubbing, cross-section well fused and greyish.
G Retains initial volume, hard and strong, well fused, may give a good metallic ring when tapped on a hard wooden surface.
6.10 Petrographic analysis
Coal petrography is an indispensable complement to chemical and physical tests providing information regarding the rank and utilisation potential of the coal.
• Initial characterisation – exploration, and for
• Confirming expectations – certification (superintending) and technical applications (blending, identifying coal sources and predictions).
Coal petrography is all about characterisation (Fig. 6.15):
6.10.1 Vitrinite reflectance
The reflectance of vitrinite remains the most definitive measure of coal rank because, unlike VM from proximate analysis, it is unaffected by oxidation, by changes of coal type (changes in the inertinite content), or by carbonate mineral content.
Vitrinite reflectance increases with coal rank, and is reported as a percentage of reflected light at a particular wavelength (546 nm). Principle: light is shone onto a polished surface of coal and the amount of light that is reflected is measured using a photomultiplier. There are two methods of analysis
1 Mean Maximum Vitrinite
The maximum reflectance is the highest value of reflectance obtained when any polished section of a grain is rotated about an axis coincident with the optic axis of the microscope in plane polarised light.
2 Mean Random Vitrinite
The reflectance of a grain in the orientation that it is encountered (i.e. no rotation of the stage), measured using non-polarised light.
Mean maximum vitrinite can be calculated from mean random vitrinite, and vice versa.
Rv is used to indicate that the reflectance value is that of vitrinite, mean maximum (Rvmax) or mean random (Rvrand) reflectance.
The results are given as the mean of duplicate determinations, reported to the nearest 0.01%. Reproducibility figures for mean maximum reflectance are based on IS07404.5 and ± 0.07%.
For bituminous coals the value for vitrinite reflectance are in the range of 0.6–1.7%.
6.10.2 Maceral analysis
Maceral analysis categorises the microscopic constituents of coal according to morphology and reflectance. It is then used to determine the proportion of reactive to inert macerals for prediction of various coal quality parameters.
Principle: a mounted and polished sample of coal is inspected visually by point count to determine its maceral composition. Macerals are distinguished by their optical properties, such as colour, morphology, texture and anisotropy.
There are three basic groups of macerals: the vitrinite group derived from coalified woody tissue, the liptinite group derived from the resinous and waxy parts of plants, and the inertinite group derived from charred and biochemically altered plant cell wall material.
Liptinite macerals include sporinite, cutinite, resinite, liptodetrinite, alginite, suberinite and fluorinite.
Inertinite macerals include fusinite, semifusinite, funginite, macrinite, micrinite and inertodetrinite.
What is the impact of the liptinite and Inertinite macerals?
Liptinite has a high CV, and high liptinite coals will yield a high proportion of tars and gases during carbonisation (due to high hydrogen).
Liptinite forms part of the reactive portion of coal during carbonisation.
The reactivity of inertinite is variable and dependent upon many factors. Generally inertinite macerals with lower reflectance are more reactive in the carbonisation process. Some inertinite is required for coke strength and stability. High proportions of high reflecting inertinite in a coal sample may lead to increased dust formation during mining. The behaviour of different maceral groups in industrial processes is outlined in Table 6.5.
Table 6.5
| Maceral group | Behaviour in industrial processes |
| Vitrinite group | Reactive |
| Liptinite | Reactive |
| Inertinite | Inert |
At least 500 observations are required for the maceral results to be considered statistically correct. The % vitrinite, % liptinite, % Inertinite and % mineral matter, each reported to 0.1%, must sum to 100% (AS2856).
6.11 Further considerations and future trends
When evaluating the results produced from the coal laboratory testwork, one needs to understand the deficiencies of the coal tests and the management of the generated results.
6.11.1 Deficiencies of the coal tests
Success in coal mining and exploration depends on the ability to make sound decisions based on solid evidence and the accuracy of results.
The laboratory coal tests described above provide a guide to the potential performance of coal in metallurgical and thermal applications. However, it should be noted that these standardised laboratory coal tests may not always exactly replicate or represent the coal’s actual processing and end use performance, due to their empirical nature. For example, HGI and ash fusibility may not always represent actual utilisation conditions.
6.11.2 Laboratory information management systems
To achieve sustainable success in the marketplace, coal-testing laboratories need a laboratory information management system (LIMS) built to ensure delivery of consistently high quality results. Off-the-shelf LIMS, specific for coal-testing services, are very difficult to locate and/or implement. Generally, the individual coal-testing service providers go down the path of developing their own coal LIMS, which is a very timely and costly exercise, a never-ending story, but delivers effective management, improved productivity and a quality service for all facets of the laboratory service spectrum covering exploration, preparation, production, superintending and end use.
LIMS is used routinely by the major coal-testing service providers for all coal projects, allowing coal-testing progress to be monitored, and providing an efficient tool for data and project management.
LIMS improves quality while reducing sample turnaround times, with automated analytical laboratory processes which include:
6.11.3 Robotic automation and advanced coal techniques
Robotic automation in the coal-testing laboratories is not as developed or advanced as other mineral testing laboratories, for example the iron ore industry.
The complexity of coal, the sheer volume and varying types of equipment required for the individual coal tests, the required top-size of the coal, and the major role moisture plays in the testing and analysis all compound the difficulty in automating the entire coal-testing process. Laboratories have managed through their research and development teams to automate separate areas of the testing to provide faster processing, increased repeatability, increased productivity, improved efficiency, higher reproducibility, established safer working environments, and withdrawing staff from boring, repetitive tasks. These include the use of conveyor systems to facilitate movement of samples through the processes, introduction of parallel steams in areas that are traditionally bottle-necks, automation of the drop shatter process, sample crushing, subdivision and preparation automation, and continuous ash analysis, to name a just a few.
Research and development is ongoing, and future automation for coal testing is continually being developed and implemented.
6.12 Appendix: standards for coal quality evaluation
Coal – General
• Laboratory Certification: ISO 17025 ‘General requirement for the competence of testing and calibration laboratories’.
• Bases Determination: ISO 1170 ‘Coal and Coke-Calculating Analyses to Different Bases’.
• Bases Determination: ASTM D3180 ‘Standard Practice for Calculating Coal and Coke Analysis from As-Determined to Different Bases’.
• Coal Rank Classification: ISO 1760 ‘Standard Classification of Coals’.
• Coal Rank Classification: ASTM D388 ‘Standard Classification of Coals by Rank’.
• Evaluation of Coal Deposits: AS 2519 ‘Guide to the technical evaluation of higher rank coal deposits’.
Coal – Coal physical tests
• Mechanical Sampling – Introduction: ASTM 13909.1 ‘Hard Coal and Coke – Mechanical sampling – General introduction’.
• Mechanical Sampling – Moving Streams: ASTM 13909.2 ‘Hard Coal and Coke – Mechanical sampling – Sampling from moving streams’.
• Mechanical Sampling – Stationary Lots: ASTM 13909.3 ‘Hard Coal and Coke – Mechanical sampling – Sampling from stationary lots’.
• Mechanical Sampling – Preparation of Test Samples: ASTM 13909.4 ‘Hard Coal and Coke – Mechanical sampling – Preparation of test samples’.
• Mechanical Sampling – Precision: ASTM 13909.7 ‘Hard Coal and Coke – Mechanical sampling – Methods for determining the precision of sampling, sample preparation and testing’.
• Mechanical Sampling – Bias: ASTM 13909.8 ‘Hard coal and coke – Mechanical sampling – Methods of testing bias’.
• Sampling Procedures: AS 4264.1 ‘Coal and coke – Sampling, Part 1: Higher rank coal – Sampling procedures’.
• Precision and Bias: AS 4264.4 ‘Coal and coke – Sampling, Part 4: Higher rank coal – Determination of precision and bias’.
• Sampling Plant Inspection: AS 4264.5 ‘Coal and coke – Sampling, Part 5: Higher rank coal – Guide to the inspection of mechanical sampling plants’.
• Sampling Procedure: AS 2617 ‘Sampling from coal seams’.
• Sample Preparation: ASTM D2013 ‘Standard practice for preparing coal samples for analysis’.
• Bulk Density of Coal: ASTM D291 ‘Standard Test Method for Cubic Foot Weight of Crushed Bituminous Coal’.
• Bulk Density of Coal: AS 3899 ‘Higher Rank coal and coke – Bulk density’.
• Drop Shatter Testing: ASTM D440 ‘Standard Test Method for Drop Shatter Test for Coal’.
• Drop Shatter Testing: AS 4156.8 ‘Coal preparation – Sample pretreatment – Drop-shatter’.
• Pretreatment: AS 2519 ‘Guide to the technical evaluation of higher rank coal deposits’.
• Coal Sizing: ISO 1953 ‘Hard Coal – Size analysis by sieving’.
• Coal Sizing: ASTM D4749 ‘Standard Test Method for Performing the Sieve Analysis of Coal and Designating Coal Size’.
• Float/Sink Testing: ISO 7936 ‘Hard Coal – Determination and presentation of float and sink characteristics – general directions for apparatus and procedures’.
• Float/Sink Testing: ASTM D4371 ‘Standard Test Method for Determining the Washability Characteristics of Coal’.
• Float/Sink Testing: AS 4156.1 ‘Coal preparation – Higher rank coal – Float and sink testing’.
• Froth Flotation: ISO 8858–1 ‘Hard Coal – Froth flotation testing – Part 1: Laboratory procedure’.
• Froth Flotation (Sequential): ISO 8858–2 ‘Hard Coal – Froth flotation testing – Part 2: Sequential evaluation’.
• Froth Flotation (Release): ISO 8858–3 ‘Hard Coal – Froth flotation testing – Part 1: Release evaluation’.
• Froth Flotation: ASTM D 5114 ‘Standard Test Method for Laboratory Froth Flotation of Coal in a Mechanical Cell’.
• Froth Flotation (Basic): AS 4156.2.1 ‘Coal preparation – Higher rank coal – Froth flotation – Laboratory procedure’.
• Froth Flotation (Tree): AS 4156.2.2 ‘Coal preparation – Higher rank coal – Froth flotation – Sequential procedure’.
• TRD and ARD of Brown Coal: ISO 5072 ‘Brown coals and lignites – Determination of true relative density and apparent relative density’.
• Apparent Relative Density: AS1038.26 ‘Guide for the determination of Apparent Relative Density’.
• Hardgrove Grindability Test: ISO 5074 ‘Hard Coal – Determination of Hardgrove grindability’.
• Hardgrove Grindability Test: ASTM D409 ‘Standard Test Method for Grindability of Coal by the Hardgrove–Machine Method’.
• Hardgrove Grindability Test: AS 1038.20 ‘Higher Rank Coal – Hardgrove grindability Index’.
• Abrasion Index: ISO 12900 ‘Hard Coal – Determination of abrasiveness’.
• Abrasion Index: AS 1038.19 ‘Higher Rank Coal – Abrasion Index’.
• Durham Cone Handleability: AS 1038.25 ‘Higher Rank Coal – Durham Cone Handleability Test’.
• Edinburgh Cohesion Test: Internal CBM.
• Magnetics – Davis Tube: ISO 8833 ‘Magnetite for use in coal preparation – test methods’.
• Magnetics – Davis Tube: AS 4156.3 ‘Magnetite for coal preparation and plant use – Test methods – Section 7 Determination of total magnetic content’.
Coal – Coal analytical test
• Total Moisture: ISO 589 ‘Hard coal – Determination of Total Moisture’.
• Moisture Percent: ASTM D3302 ‘Standard Test Method for Total Moisture in Coal’.
• Total Moisture: ASTM D2961 ‘Standard Test Method for Single-Stage Total Moisture Less than 15% in Coal Reduced to 2.36-mm (No.8 Sieve) Topsize’.
• Total Moisture: AS 1038.1 ‘Higher rank coal – Total moisture’.
• Equilibrium Moisture: ASTM 1412 ‘Standard Test Method for Equilibrium Moisture of Coal and 96 to 97 Percent Relative Humidity’.
• Moisture Holding Capacity: ISO 1018 ‘Hard Coal – Determination of moisture-holding capacity’.
• Moisture Holding Capacity: AS 2434.3 ‘Lower rank coal – Determination of the moisture holding capacity’.
• Moisture Holding Capacity: AS 1038.17 ‘Higher rank coal – Moisture-holding capacity (equilibrium moisture)’.
• Moisture Percent: ISO 11722 ‘Hard Coal – Determination of moisture in the general analysis test sample by drying in nitrogen’.
• Moisture Percent: ASTM D3173 ‘Standard Test Method for Moisture in the Analysis Sample of Coal and Coke’.
• Moisture Percent: AS 1038.3 ‘Proximate analysis of higher rank coal’.
• Ash Percent: ISO 17246 ‘Coal – Proximate analysis’.
• Ash Percent: ASTM D3774 ‘Standard Test Method for Ash in the Analysis Sample of Coal and Coke from Coal’.
• Ash Percent: AS1038.3 ‘Proximate analysis of higher rank coal’.
• Semi-rapid Ash: Based on AS 1038.3 CBM QWI-AL11 ‘Semi Rapid Ash’.
• Semi-rapid Ash: Based on AS 1038.3 CBM QWI-AL12 ‘Semi Rapid Ash’.
• Volatile Matter Percent: ISO 562 ‘Hard Coal and Coke – Determination of volatile matter’.
• Volatile Matter Percent: ASTM D3175 ‘Standard Test Method for Volatile Matter in the Analysis Sample of Coal and Coke’.
• Volatile Matter Percent: AS 1038.3 ‘Proximate analysis of higher rank coal’.
• Proximate Analysis: ASTM D3172 ‘Standard Practice for Proximate Analysis of Coal and Coke’.
• Proximate Analysis: AS 1038.3 ‘Proximate analysis of higher rank coal’.
• Ultimate Analysis: ISO 12902 ‘Solid mineral fuel – Determination of total carbon, hydrogen and nitrogen – Instrumental methods’.
• Ultimate Analysis: ASTM D3176 ‘Standard Practice for Ultimate Analysis of Coal and Coke’.
• Ultimate Analysis: AS 1038.6.4 ‘Ultimate analysis – Carbon, hydrogen and nitrogen – instrument method’.
• Analysis of C, H, and N: ASTM D5373 ‘Standard Test Methods for Instrumental Determination of Carbon, Hydrogen, and Nitrogen in Laboratory Samples of Coal’.
• Calorific Value: ISO 1928 ‘Solid Mineral fuels – Determination of gross calorific value by bomb calorimetric method and calculation of net calorific value’.
• Calorific Value: ASTM D5865 ‘Standard Test Method for Gross Calorific Value of Coal and Coke’.
• Calorific Value: AS 1038.5 ‘Gross calorific value’.
• Oxidation Test: ASTM D5263 ‘Standard Test Method for Determining the Relative Degree of Oxidation in Bituminous Coal by Alkali Extraction’.
• Relative Density: AS 1038.21.1.1 ‘Higher rank coal and coke _ Relative Density – Analysis sample/density bottle method’.
Coal – Caking tests
• Crucible Swelling Number: ISO 501 ‘Hard coal – Determination of the crucible swelling number’.
• Free Swelling Index: ASTM D720 ‘Standard Test Method for Free-Swelling Index of Coal’.
• Crucible Swelling Number: AS 1038.12.1 ‘Higher rank coal – caking and coking properties – Crucible swelling number’.
• Gieseler Plastometer Test: ISO 10329 ‘Coal – Determination of plastic properties – constant torque Gieseler plastometer method’.
• Gieseler Plastometer Test: ASTM D2639 ‘Standard Test Method for Plastic Properties of Coal by Constant-Torque Gieseler Plastometer’.
• Gieseler Plastometer Test: AS1038.12.4.1 ‘Higher rank coal – caking and coking properties – Plasticity – Continuous-torque Gieseler method’.
• Dilatometer Test: ISO 349 ‘Hard coal – Audibert –Arnu dilatometer test’.
• Dilatometer Test: ISO 8264 ‘Hard coal – Determination of the swelling properties using a dilatometer’.
• Dilatometer Test: ASTM D 5515 ‘Standard Test Method for Determination of the Swelling Properties of Bituminous Coal Using a Dilatometer’.
• Dilatometer Test: AS 1038.12.3 ‘Higher rank coal – caking and coking properties – Dilatation’.
• Caking Index, G: ISO 15585 ‘Hard coal – Determination of caking index’.
• Caking Index, G: GB/T 5447 ‘Determination of caking index of bituminous coal’.
• Y and X Index Test: GOST 1186 ‘Determination of plastometric indices of coal – Sapozhnikov plastometric test’.
• Gray-King Coke Type: ISO 502 ‘Determination of caking power – Gray-King Coke Test’.
• Gray-King Coke Type: AS 1038.12.2 ‘Higher rank coal – caking and coking properties – Determination of Gray-King coke type’.
Coal – petrographic tests
• Petrographic Preparation: ASTM D2797 ‘Standard Practice for Preparation of Microscopical Analysis by Reflected Light’.
• Petrographic Preparation: ISO 7404.2 ‘Methods for the Petrographic Analysis of Coal: Part 2 – Methods of Preparing Coal samples’.
• Vitrinite Reflectance: ASTM D2798 ‘Standard Test Method for Microscopical determination of the Reflectance of Vitrinite in a Polished Specimen of Coal’.
• Vitrinite Reflectance: AS 2856.3 ‘Coal Petrography – Methods for the Microscopical determination of the reflectance of coal macerals’.
• Maceral Analysis: ASTM D2799 ‘Standard Test Method for Microscopical Determination of the Maceral Composition of Coal’.
• Maceral Analysis: AS 2856.2 ‘Coal Petrography – Maceral Analysis’.
• Maceral Analysis: ISO 7404–3 ‘Methods for the Petrographic Analysis of Coals – Part 3: Method of Determining Maceral Group Composition’.
Coal – inorganic components tests
• Radio Frequency Ashing: AS 1038.22 ‘Higher rank coal – mineral matter and water of constitution’.
• Ash Fusion Test (oxidising or reducing): ISO 540 ‘Hard coal and coke – Determination of ash fusibility’.
• Ash Fusion Test (oxidising or reducing): ASTM D1857 ‘Standard Test Method for Fusibility of Coal and Coke Ash’.
• Ash Fusion Test (oxidising or reducing): AS 1038.15 ‘Higher rank coal ash and coke ash – Ash fusibility’.
• Total Sulfur: ISO 19579 ‘Solid mineral fuel – determination of sulfur by IR spectrometry’.
• Total Sulfur: ASTM D4239 ‘Standard Test Method for Sulfur in the Analysis Sample of Coal and Coke Using High-Temperature Tube Furnace Combustion Methods’.
• Total Sulfur: AS 1038.6.3.3 ‘Higher rank coal – Ultimate Analysis – Total sulfur – infrared method’.
• Forms of Sulfur: ISO 157 ‘Coal – Determination of forms of sulfur’.
• Forms of Sulfur: ASTM D2492 ‘Standard Test Method for Forms of Sulfur in Coal’.
• Phosphorus: ISO 622 ‘Solid mineral fuels – Determination of phosphorus content – Reduced molybdophosphate photometric method’.
• Phosphorus: AS 1038.9.2 ‘Higher rank coal -Phosphorus – coal extraction/phosphmolybdovanadate method’.
• Chlorine: ISO 587 ‘Determination of chlorine content using Eschka mixture’.
• Chlorine: based on ASTM D2361 ‘Standard Test Method for Chlorine in Coal’.
• Chlorine: AS 1038.8.1 ‘Coal and Coke – Chlorine – Eschka method’.
• Fluorine: ISO 11724 ‘Solid mineral fuels – determination of total fluorine in coal, coke and fly ash’.
• Fluorine: ASTM D3761 ‘Standard Test Method for Total Fluorine in Coal by the Oxygen Bomb Combustion Selective Electrode Method’.
• Fluorine: AS 1038.10.4 ‘Determination of trace elements – Coal and coke – Determination of fluorine content – Pyrohydrolysis method’.
• Carbonate Carbon Test: ISO 925 ‘Solid mineral fuel – Determination of carbonate carbon content – Gravimetric method’.
• Carbonate Carbon Test: AS 1038.23 ‘Coal and Coke Analysis and Testing – Higher rank coal and coke – Carbonate carbon’.
• Ash Analysis – SiO2, Al2O3, Fe2O3, CaO, MgO, Na2O, K2O, MnO, TiO2, P2O5, BaO, SrO, Cr2O3: ASTM D6349 ‘Standard Test Method for Determination of Major and Minor Elements in Coal Coke and Solid Residues from Combustion of Coal and Coke by Inductively Coupled Plasma – Atomic Emission Spectrometry’.
• Ash Analysis – SiO2, Al2O3, Fe2O3, CaO, MgO, Na2O, K2O, MnO, TiO2, P2O5, BaO, SrO, Cr2O3 : AS1038.14.2 ‘Higher rank coal ash and coke ash – Major and minor elements – acid digestion/flame atomic absorption spectrometric method’.
• Ash Analysis – ISO/TS 13605 – Major and minor elements in coal ash and coke ash.
• Trace Elements – Sb, TI, Te, Ti, V, Zn, Mg, Ni, Cd, Cr Co, Cu, Pb: ASTM D 6357 ‘Standard Test Method for Determination of Trace Elements in Coal, Coke and Combustion Residues from Coal Utilization Processes by Inductively Coupled Plasma Atomic Emission Spectrometry, Inductively Coupled Plasma Mass Spectrometry, and Graphite Furnace Atomic Absorption Spectrometry’.
• Trace Elements – Ba, Be, Cr, Cu, Li, Mn, Ni, Pb, Sr, V, Zn, As, Sb, Se: AS1038.10.1 ‘Determination of trace elements – Coal, coke and fly-ash – Determination of eleven trace elements – Flame atomic absorption spectrometric method’.
• Trace Elements – As, Se: ASTM D6406 ‘Standard Test Method for Determination of Arsenic and Selenium in Coal by the Hydride Generation/Atomic Absorption Method’.
• Trace Elements – As, Sb, Se: AS 1038.10.2 ‘Determination of trace elements – Coal and coke – Determination of arsenic, antimony and selenium – Hydride method’.
• Trace Element – Hg: ISO 15237 ‘Solid mineral fuels – determination of total mercury content of coal’.
• Trace Element – Hg: ASTM D67622 ‘Standard Test Method for Total Mercury in Coal and Coal Combustion Residues by Direct Combustion Analysis’.
• Trace Element – Hg: AS 1038.10.5.1 ‘Coal, coke and fly-ash – Trace elements – determination of mercury content – Tube combustion method’.
• Trace Elements – B: AS1038.10.3 ‘Determination of trace elements – Coal and coke – Determination of boron content – ICP-AES method’.
Coke tests
• Mechanical Sampling – Moving Streams: ASTM 13909.5 ‘Hard Coal and Coke – Mechanical sampling – Coke – Sampling from moving streams’.
• Mechanical Sampling – Preparation of Test Samples: ASTM 13909.6 ‘Hard Coal and Coke – Mechanical sampling – Coke – Preparation of test samples’.
• Pilot-scale Cokemaking: In-house method.
• Bench-scale Cokemaking: In-house method.
• Coke Sizing: ASTM D293 ‘Standard Test Method for the Sieve Analysis of Coke’.
• Coke Drop Shatter Test: ASTM D3038 ‘Standard Test Method for Drop Shatter Test for Coke’.
• Drop Shatter Testing: ISO 616 ‘Determination of shatter indices’.
• Coke Apparent Specific Density Test: ASTM D167 ‘Standard Test Method for Apparent and True Specific Gravity and Porosity of Lump Coke’.
• Coke ASTM Tumbler Test: ASTM D3402 ‘Standard Test Method for Tumbler Test for Coke’.
• Coke Reactivity Test: ASTM D5341 ‘Standard Test Method for Measuring Coke Reactivity Index (CRI) and Coke Strength After Reaction (CSR)’.
• Coke Reactivity Test: ISO 18894 ‘Coke – Determination of coke reactivity index (CRI) and coke strength after reaction (CRI)’.
• Coke JIS Drum Tests: JIS K2151 ‘Coke Testing Methods’.
• Coke Micum and Irsid Drum Tests: BS 1016–108.2 ‘Methods for analysis and testing of coal and coke – Tests special to coke – Determination of Micum and Irsid indices’.
Fly ash tests
• Fly Ash – Moisture: AS 3583.1 and 2 ‘Methods for test for supplementary cementations materials for use with Portland cement – Fly Ash – Determination of Moisture’.
• Fly Ash – Loss on Ignition: AS 3583.1 and 3 ‘Methods for test for supplementary cementations materials for use with Portland cement – Determination of Fly Ash Loss on Ignition’.
Environmental tests
• Field Flow Monitoring: AS 3778.3.1 ‘Measurement of water flow in the open channels: Part 3.1 Measurement by current-meter and floats’.
• Water Sampling: AS 5667.1,4,5,6,7 ‘Guidance on the design of sampling programs, sampling techniques and the preservation and handling of samples, guidance on sampling from lakes, natural and man-made, rivers and streams, waste waters, drinking water and water used for food and beverage processing’ and AS2031 ‘Selection of containers and preservation of water samples for microbiological analysis’.
• Bore Monitoring: AS 5667.11 ‘Guidance on sampling of ground waters’.
• Electrical Conductivity in Water: APHA 2510 ‘Standard Methods for the examination of water and wastewater’.
• pH in Water: APHA 4500 ‘Standard Methods for the examination of water and wastewater’.
• Dissolved Solids in Water: APHA 2540 ‘Standard Methods for the examination of water and wastewater’.
• Suspended Solids in Water: APHA 2540-D ‘Standard Methods for the examination of water and wastewater’.
• Dissolved Oxygen: AS 5667.1 ‘Guidance on the design of sampling programs, sampling techniques and the preservation and handling of samples’ and APHA 2510 ‘Standard Methods for the examination of water and wastewater’.
• Dust Deposition: AS 3580.10.1 ‘Methods for sampling and analysis of ambient air – determination of particulate matter – deposited matter’.
• High Volume Air Samplers: AS 3580.9.3 ‘Methods for sampling and analysis of ambient air – determination of suspended particulate matter – total suspended particulate matter’.
• Inhalable Dust: AS 3640 ‘Workplace atmospheres – Method for sampling and gravimetric determination of inhalable dust’.
• Respirable Dust: AS 2985 ‘Workplace atmospheres – Method for sampling and gravimetric determination of respirable dust’.
• Noise Exposure: AS/NZS 1269.1 ‘Occupational Noise Management – Measurement and Assessment of Noise Emissions and Exposure’.
• Passive Sampling of Organic Vapours: AS 2986.2 ‘Workplace air quality – sampling and analysis of volatile organic compounds by solvent desorption/gas chromatography. Part 2: Diffusive sampling method’.
1http://www.alsglobal.com/en/Our-Services/Energy/Coal/Education-and-Training/Coal-Quality-Course [accessed 26 March 2013].