
Transportation by rail and sea in the coal industry
Abstract:
This chapter covers the coal transportation system from the mine load-out to the end-user, in particular the land-to-sea interface at the terminals and the influence that the land transportation, terminals, and shipping have on each other. Rail car loading and the minimization of spillage and dust emissions from rail traffic en route from the mines to ports is addressed in Part 21.2. Two sections follow outlining the fundamentals of ships and shiploading systems, and the safe carriage of cargo at high shiploading rates, respectively. The chapter also reviews methods of analyzing and optimizing the coal chain and its components, as well as current supply chain challenges and future trends.
21.1 Introduction: the coal transportation system
Chapters 18, 19 and 20 focus on overall supply chain management and the various associated equipment utilized in the facilities. This chapter covers some of the key considerations in planning the coal chain from a mine loadout to an end-user. Since the subject is very broad, the focus is mainly on the land-to-sea interface at the export/import terminals, and the influence that the land transportation, terminals and shipping have on each other. The problems and concerns of spillage and dust emissions from rail traffic en route from the mines to the ports have grown in prominence in many of the world’s coal supply chains, and some solutions for dealing with such issues have also been included. Because of the interrelationship of all the links in the transportation chain, it is of prime importance that the whole of the supply chain be considered when planning the systems to function most effectively.
It is also important to note that the coal and iron ore industries move very much in lock-step in their major up and down delivery cycles. This is particularly true for the metallurgical coal market, which follows the world’s steel-making raw material demands. The thermal coal market volumes tend to be much more stable; however, the price is still subject to world economic cycles. Although the detailed design of the specific components in the iron ore chain can differ from those used in the coal industry, most of the planning principles are similar, and many of the technology advances in one of these industries make their way from iron ore to coal or vice-versa.1 Also, most of the pressures in the shipping industry are immediately felt in both the iron ore and coal transport sectors, since many of the same vessels and receiving ports are used in either trade. This chapter therefore considers both the coal and iron ore supply chains.
The terminal interfaces in the overall coal chain are shown graphically in Fig. 21.1. Coal is usually transferred from the mine to the export terminal by rail: indeed, well over 1 billion tonnes per year of coal are transported by railroads in the many coal producing and using countries of the world. Railcar loading is covered in Section 21.2.
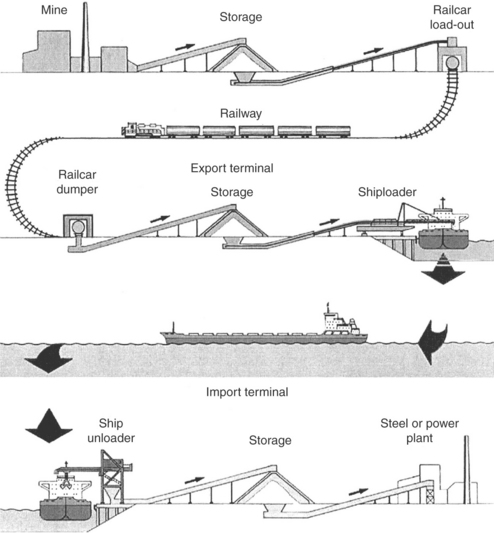
Bulk shipping terminals are considered the most vital link in the overall transportation chain as the ship-to-shore interface. They provide the buffer storage between the various transportation modes. The terminals affect the mine, railroad, and ocean shipping costs, and thus they have a great effect on the total cost of products delivered to customers. The shiploader (or unloader) is the direct link from shore to ship. The shiploader type and loading performance are directly affected by both the ships and the shore facilities. Overall project objectives, design parameters, and site considerations generally govern the shiploader selection. The selected shiploader type has a large influence on overall capital cost and loading performance. Ships, shipping terminals, and shiploaders are covered in Section 21.3.
21.2 Rail car loading
Previous sections have covered much of the supply system considerations and equipment at the mine rail car load-outs. In this section, we focus on the interface issues with the logistics chain and the environmental issues related to minimizing dust and spillage.
21.2.1 Load-out area
For low capacity facilities, the rail car (or wagon) load-out area may be as simple as an apron feeder for front-end loaders to load directly into the cars. High-capacity rail car load-outs are much more sophisticated and are generally accomplished with the use of either of the following:
• a large load-out silo(s), which may have the capacity to accumulate a full train load, for example 10 000 tonnes, prior to loading;
• smaller bins or dual-weigh bins, which may enable the pre-weighing of a full rail car load (up to 115 tonnes, not including tare) prior to discharge. With dual-weigh bins, one may be being filled while the other is being discharged.
The main advantage of the full silo load-out is that it can achieve a very high loading rate (as much as 12 000 t/h) to a train while having a slower reclaim rate from the plant to the silo. Such a system will also provide more of a buffering effect between the coal crushing or preparation plant output. The main disadvantage is usually the higher elevation required for the inclined conveyor(s) to reach the top of the silo and thus higher combined capital cost of the conveyor and silo(s). The advantage of the smaller bins or weigh bins is the lower elevation for the feed conveyor(s) to reach, and a precise, easily controlled discharge (better flow conditions) to the rail cars. The amount of storage available at the mine load-out and the train loading rate can have an influence upon, or be influenced by, the railroad system and the port.
21.2.2 Dust and spillage control
In recent years, increasing environmental focus has been directed towards the potential of fugitive dust emissions and/or spillage that may occur en route between the mine and the port. It has often been suggested that the coal railcar traffic to the port terminal be equipped with covers to minimize dust emissions and spillage during transit to the terminal. Often, especially in recent times, this has emerged as one of the major issues facing a prospective terminal development. Removable railcar covers are in use for some relatively low throughput and high-value commodities, such as mineral concentrates and agricultural products. While there may be some small throughput systems that are using covered railcars for coal, it would appear unlikely that there are any high throughput coal transportation systems, e.g., 1000 railcars per day, in the world that are using covered cars. For a high throughput system, the handling requirements to remove and replace the covers would be very challenging and costly. This very operation may in fact generate as much, or more, dust at the mine and port than the traditional open car methods.
The key to minimizing dust emissions and spillage along the whole transportation route is the proper loading and treating of the coal at the mine load-outs, coupled with the proper designs of the rolling stock and facilities throughout the system. While there are many examples of poor loading equipment and procedures that will result in spillage and dust emissions, the cost to do it correctly is minimal, and with reduced coal loss the correct operations may actually save overall costs. If properly loaded and treated, the railcars will have very little or no spillage or dusting along the way, and will arrive at the terminal with the top surface still sealed and intact. Examination of rail tracks along some of the most highly traveled coal transportation routes in the world show little or no spillage or dusting if the cars have been loaded correctly at the mines.
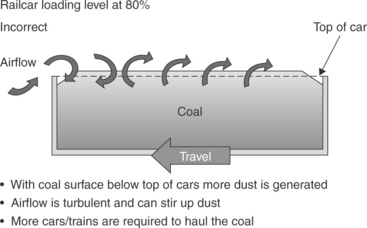
The objective of the load-out facility should be to produce a well-regulated flow into the railcars with proper load control to load them with the correct weights with the top of the coal properly profiled to reduce aerodynamic loading and vortices. Loading to too low a level in the railcars may actually result in more dust generation, particularly with fine, unsealed coal (see Figs 21.2 and 21.3). Loading to too high a level without any freeboard at the sides adjacent to the top sills can result in spillage over the top sills of the rail cars while en route, as the railcars and loads are jostled and directly buffeted by the airflow over the railcars. The worst case for spillage is with high triangular or irregular shaped loads of large particle size coal loaded to too high a level in the railcars.

As a further safety precaution, an increasing number of producers and operators are resorting to the use of chemical products sprayed onto the tops of the loaded railcars to create a so-called veneering effect, which in many cases serves to bind the dust inside a superficial crust. Poor loading examples include:
• loading directly with front-end loaders or poorly designed loading chutes, resulting in irregular shaped piles in the railcars;
• loading the cars with a loading spout but without proper load control, again resulting in irregular top surfaces;
• loading with high triangular shaped piles within the railcars and with little freeboard at the tops of the cars;
• loading cars to too high a level with coarse thermal coal that may segregate and roll down the piles spilling over the top ledges of the cars;
• loading the cars to too low a level within the cars, thus creating more air currents and vortices that may stir up dust during transit, and
• loading the cars without a sealant or water to help bind the top surface.
• Proper loading techniques include:
• loading to the correct level with a flood loading chute that results in a flat top surface or slightly rounded top surface;
• post-loading top profiling with a scraper blade and/or roller to produce a flat top level with the car tops or slightly above;
• spraying the profiled and compacted surface with a latex or petroleum based sealer/binder for long hauls or water spray for short hauls;
• for long hauls (such as the Canadian routes or the Powder River Basin coal in the USA) a respray station approximately half way along the route can be installed. This has been the practice in Western Canada for many years;
• after dumping at the port, the railcars should be washed or vacuum cleaned to minimize any dust generation from the trains leaving the port.
21.3 Ships and ship loading: fundamental issues
A traditional bulk carrier design vessel is a very light and relatively weak structure, considering the volume and weight of materials that it carries. In addition to the structural designs, the ships operate in severe conditions with the carriage of cargoes that may be highly corrosive by nature to the internal surfaces and the ocean environment with regular dousing with salt water and spray, and through high temperatures in the tropics to cold temperatures in the most northern and southern regions. They also operate in the harshest weather conditions encountered in the world, capable of generating large long period waves and swells that result in large bending moments and high stresses in the vessel hulls. Proper vessel design, fabrication, and maintenance, along with careful shiploading practices, are therefore essential for safe operation.
Shiploading in particular is a crucial part of the coal supply chain, but is often an area of concern because of the safety hazards posed to ship crews and terminal staff, the potential for damage to ships’ hulls due to the fact that they are relatively light structures compared to the weight of their cargoes, and the potential impacts on the environment. The overall aim of a shiploading system is to achieve high shiploading rates with safety of the vessels and crews. The following section introduces ships and shiploading fundamentals. Section 21.4 then goes on to describe ways to achieve high shiploading rates and safe carriage of cargo.
21.3.1 Vessel and shiploader types and loading plans
Vessel types and sizes
A glossary of some common shipping terms can be found in Appendix 1. In addition, the traditional bulk carrier vessel size categories have been defined as follows2:
• Handysize Vessel – a dry bulk vessel of 10 000–34 000 dwt. Length 112–180 m, beam 19–30 m, draft 7.5–10 m. May be geared with grabs or selfunloading systems.
• Handymax Vessel – a dry bulk vessel of 35 000–49 000 dwt. Length 180–200 m, beam 30–32 m, draft 10–11 m. May be geared with grabs or selfunloading systems.
• Panamax Vessel – the largest size vessel that can traverse the Panama Canal. Current maximum dimensions are: length 294.1 m, beam 32.3 m, draft 12.0 m in tropical fresh water, height 57.91 m above the water. Typically 50 000–80 000 dwt. Typical dimensions length 200–230 m, beam 32.1–32.3 m, draft 12–14 m. Only a few geared vessels.
• Capesize Vessel – technically a dry bulk vessel above 80 000 dwt or whose beam is greater than 32.3 m and precludes passage via the Panama Canal and thus forces them to pass around Cape Horn or the Cape of Good Hope. Typically dwt from 140 000 to 200 000 dwt. Length 260–300 m, beam 40–49 m, draft 14.5–18.5 m.
• VLCC (Very Large Crude Carrier) – a tanker of 200 000–319 000 dwt. The term is also used as a Very Large Cargo Carrier for bulk cargoes. Length 300–340 m, beam 50–57 m, draft 18–21 m.
• ULCC (Ultra Large Crude Carrier) – a tanker in excess of 320 000 dwt. The term is also used as an Ultra Large Cargo Carrier for bulk cargoes. The largest vessel in the bulk fleet up until 2011 was the ore carrier Berge Stahl at 364 768 dwt, constructed in 1986 with a length 342 m, beam 63.5 m, draft 23 m. The largest now are the Vale Chinamax vessels at 400000 dwt.
Types of shiploader
Many types of shiploader are available. For high loading rates for coal and iron ore, the most suitable types are:
Vessel loading plans
Vessel loading plans are normally provided by the ship owners or shipping agent ahead of arrival and are dictated by the ship’s master. A knowledgeable terminal operator will have a staff member (or a few) who have learned the fundamentals of shiploading issues and the art of interfacing with the ship’s master to review any changes they may suggest that can benefit the terminal’s specific facilities and cargo assembly in the stockyard. This can get more complicated when a ship has to carry more than one product.
21.3.2 Transhipment
Transhipment is the procedure whereby a cargo is transferred from a smaller vessel after loading, to a larger size ocean-going vessel requiring a deep berth and hence costly infrastructure. Transhipment options include:
• barge loading terminal and floating crane transfer to ocean-going vessel;
• self-unloading shuttle ship to ocean-going ship transfer operation; and
• floating storage and transhipment vessel which unloads barges, stores coal and loads the ocean-going vessels.
In most cases, the throughput volume of the transhipment operations may range from 1 or 2 Mt/y up to perhaps 10 Mt/y. In Colombia, extensive transhipment operations have been utilized in the coal industry for many years from the Santa Marta area in the north. Drummond Coal exports 26 Mt/y, Prodeco 12 Mt/y, Rio Cordoba 4 Mt/y, all through transhipment. In Venezuela, the Carbones del Guasare project tranships up to 8 Mt/y.
21.3.3 Designing a shiploading system
Table 21.1 lists issues to be considered when designing a shiploading system: shiploading planning parameters, design variables for shiploading systems, and various factors impacting efficiency. The combined capital and operating cost of the shiploading terminal, usually expressed as shipping cost per tonne of throughput, is normally considered the best measure of cost efficiency. When planning a terminal development, the importance of early planning (front-end engineering and design) cannot be overstressed. The early planning and preliminary design stages normally have the greatest effects on the project in terms of initial capital cost, operating costs, efficiency, and environmental impacts. Figure 21.4 illustrates the opportunity for cost savings vs time on the project.


21.4 Achieving high shiploading rates and safe carriage of cargo
In order to achieve high shiploading rates with safety of the vessels and crews, it is essential to be aware of the following, then design the facilities and manage operations accordingly:
• Ship and terminal crew’s safety are the paramount considerations.
• Knowledge of ship hull stresses and failure mechanisms for effective ship design is essential.
• Knowledge of ship hull stresses to inform effective management during loading is also a key factor.
• Avoiding any kind of physical damage during loading and unloading is critical to ship and loader safe operation.
• Loading and unloading equipment can be vulnerable to long-term structural fatigue problems.
• Environmental impacts from spillage or contamination must be minimized.
• Security against terrorist or pirate activities is now a major international concern.
• Cargo liquefaction, whereby a cargo containing a large fine ore/coal component and high moisture content can liquefy, is now a significant issue for iron ore fines and may become a major issue for coal slurry transport.
• Wind storms, waves, and earthquakes can take their toll at both the ports and in the open ocean.
21.4.1 Regulations of the International Maritime Organization (IMO) regarding the safe carriage of cargo on the oceans
In the nineteenth century some international regulations regarding the safe carriage of cargo on the oceans were formulated in recognition of the hazardous marine environment and loss of life of mariners that was occurring. Following the sinking of the Titanic in 1912, a very important conference, the SOLAS Convention, for Safety Of Life At Sea, was formed and many of the recommendations and regulations formed are still in place. In 1948 the Inter-Governmental Maritime Consultative Organization (IMCO) was formed. In 1982 the name was changed to the IMO. The IMO has responded to many of the issues regarding vessel design limitations and has initiated many guidelines and regulations to help improve the capability of vessels, promote safety at sea, and issue guidelines and regulations regarding the loading and unloading of vessels at the terminals.
The IMO has over 130 publications on international shipping guidelines and codes. For the dry bulk industry, two of the most important publications have been the recommendations for improved bulk carrier safety through implementation of double bottom plate designs and the BLU Code, the Code of Safe Practice for the Loading and Unloading of Bulk Carriers, in 1997 and the BLU Manual, issued in 2005 for safe loading and unloading procedures at Bulk Terminals, developed along with the DBTG (International Dry Bulk Terminals Group). In the past the IMO had operated in isolation from the terminals and coal producers that utilize the bulk vessel fleet; however, that is changing through the concerted efforts of the DBTG and CETOA (Coal Export Terminal Operators Association) and the DNV classification and vessel design group. These groups have encouraged the IMO to better educate the shipping companies and ships masters on safe loading and unloading practices from the users’ and terminal operations points of view, to develop vessel designs that can deballast more quickly, and to enable loading into the hatches with a single pass instead of two passes. DNV has developed a design classification known as the Easy Loader or EL class. The EL-2 class vessels can be loaded with a single pass per hold – in the correct sequence – and receive high loading rates that can almost cut the time of loading to about half the normal time for the older designs of vessels. There are now over 130 vessels built with EL classification.
21.4.2 Hull stress levels
Because ships are very light structures relative to their loads, it is imperative that the ship be loaded with proper care and attention to the hull stress levels. There needs to be compliance with the agreed loading plan agreement and accuracy of loading, while taking into account the structural requirements of the vessel. As a rule, the first few minutes in the hold are the most critical. It is vital to follow the correct loading pattern within the holds so that a ‘cushion’ of material is built on the floor of the hold for the coal to impact on and to ensure correct flow. Proper consideration of the height of drop and the velocity of material when drawing up the loading plan is key. Most modern ships are now equipped with stress monitoring systems tied into computer programs and displays to indicate the shear stresses and the hogging (up in the middle) and sagging (down in the middle) bending stresses.
It is important that hatch pours meet the loading plan. The standard ship designs require loading each hatch with two passes plus a trimming pass in two or three hatches. Some of the ore-strengthened vessels can load in alternate holds, which reduces the number of hatch changes required. In all cases, there is a specific hatch-loading pattern and amount of product that can be loaded per pass. Lastly, correct deballasting speed and provision of pre-deballasting facilities are also significant. Deballasting is discussed in more detail in Section 21.4.3.
Due to the importance of correct ship loading, an industry-wide training and accreditation program is essential. The DBTG is in the process of developing a comprehensive training program and a scheme to provide accreditation to terminal loading masters. The objective is for the terminals to have their staff educated and certified and thus have a higher capability to interface between the ships and the terminal operations. Part of their responsibility will be to keep comprehensive records of vessels loaded at their facilities (and those of other terminals) of vessels with loading issues, poor maintenance, poor crews, slow deballasting systems, etc. that impact terminal performance and ultimately affect throughput capacity.
21.4.3 Are shiploading rates too high?
The shipping industry appears to believe that shiploading rates are too high in many cases, and a number of examples seemed to illustrate this. From 1980 to 1996, 43 bulk carriers were lost at sea and, during one 18-month period alone, over 300 mariners were lost aboard ships that were lost at sea.
The breaking of the Capesize vessel Trade Daring while loading iron ore in Brazil in 1994 focused a lot of international attention on shiploading rates. Since then, substantial investigative work has been done. Most evidence derived from investigations from the sinking of bulk vessels points to corrosion and fatigue of the vessel hull from years of high stress reversal levels in the open seas as the key factor. Stress and physical damage caused at loading and discharge – especially at old age – can also be contributory factors, as can unsuitable vessel design details and poor fabrication. Vale and DNV, however, carried out a series of loading stress tests at Ponta Madeira, Brazil and found the stresses to be well within limits, even with their 16 000–20 000 t/h loading rates, as long as they loaded the ships correctly.
In theory, high-capacity shiploading is actually a very slow rate of load application when considered in terms of structural integrity of the ship’s design. Even 16 000 tph = 4.4 tonnes/s is a very slow rate of load application for the ship’s hull bending stresses and shear stress, provided the targeted loading plan is correct, within deballasting limits, and is properly distributed in the hatches. A railway bridge, for instance, will encounter load application rates hundreds of times as fast, and a ship on the ocean experiences complete stress reversals in 8–20 s wave periods. Even so, higher loading rates require much more care in the loading control and procedures to ensure a safe condition.
21.5 Deballasting and transportable moisture limit (TML)
Deballasting is still a concern in terminal operations and can result in significant delays in loading smaller vessels. Pre-deballasting should be done wherever possible, particularly on Panamax and smaller vessels that often have very poor deballasting systems. Depending on the port regulations and the terminal facilities, it may be possible to berth at a layby berth, or dolphins, or mooring point and pre-deballast as much as practicable before being moved to the loading berth with suitable tugs. The key to making this work efficiently is the use of suitable tugs. For the greatest efficiency, a high-capacity terminal may have two sets of tugs so that a ‘hot swap’ can be done. The designs of modern berthing tugs and their propulsion systems have improved significantly over the past dozen years, and the cost of a good tug fleet is a relatively small part of the total terminal capital cost. There are a number of ports where the port authorities may not allow pre-deballasting of vessels to less than about 60% ballast, even if suitable tugs are available, due to concerns over the bollard pull ratings and maneuverability of the tugs and the ability of ships to depart immediately under their own power and control in adverse weather conditions; for example, if there is a cyclone. Incoming cyclone events are now well known within a week of arrival at the port, though, allowing ample time to re-ballast a vessel and depart or to physically move a partially de-ballasted ship with tugs to a deepwater location where it can re-ballast. Often the performance of full bridge navigation simulation can convince pilots and port authorities of the safety of channel navigation, berthing maneuvers, and pre-deballasted berthing operations, and they are also an excellent training method for the pilots and tug masters.
21.5.1 Transportable moisture limit (TML)
TML is a significant issue for very fine products where there is danger of liquefaction of the product in the holds of the ship, thus leading to cargo shifting and progressive listing of the vessel. This has been a well-known phenomenon with fine mineral concentrates such as copper, lead, zinc, and nickel. With an upsurge in new magnetite iron ore projects shipping very fine iron ores, it has also become an issue to be controlled closely by the ships master, the terminals, and the producers. From late 2010 through to the end of 2012, five vessels carrying nickel ore from Indonesia sank due to liquefaction of the cargo, resulting in 81 deaths. These very fine mineral concentrates normally have a TML of approximately 9–10% moisture content. If the concentrate is being produced at 8–8.5% moisture content, there is very little margin for error. There is also the possibility that, as the product is in transit, the vessel vibrations and motions from heavy seas tend to agitate the product, and the upper layers may have an increase in moisture level above the average percentage. The TML has generally not been an issue in coal transport other than the occasional cargo of reclaimed wash plant fines or some small shipments of very fine grind washed metallurgical coals. Recently, there has been renewed interest in slurry transport of coal from Indonesia and possibly through a floating transfer vessel with the dewatering filter plant on board the transhipment vessel. In these cases the coal will be a fine grind to make it suitable for long distance transport in slurry form, and achieving the correct TML will be important.
21.6 Pit-to-port and end-user simulation
When planning a coal chain or specific links in the chain, it is important to consider the whole transportation chain from the mine through to end-user, and to consider the interrelationship of all the components. Depending on the details of the specific project, especially in the case of a new coal export terminal, there may be more details analyzed in the port, but attention will still be needed regarding input data from upstream and downstream from the port. When considering the coal chain and the components, sophisticated computer analysis is employed. A good simulation model with experienced ‘interpreters’ can assist in identifying the bottlenecks, assessing alternative solutions, defining the value of ‘wins’ by debottlenecking and optimization of the shiploading system, terminal, and the whole transportation chain.
The following simulation and analytical tools are now available for design and assessment of coal terminals:
• Finite Element Analysis: used for analyze and refine mechanical and structural components.
• Computational Fluid Dynamics: used to analyze fluid and airflows within piping or over structures or vehicles.
• DEM – Discreet Element Modeling: used to analyze granular product flows through transfer chutes, and through screens and crushers.
The industry has utilized simulation modeling for many different applications since the early 1960s. Over the past 20 plus years companies such as Ausenco Sandwell have developed simulation modeling packages that cover the broad range of coal chain and other transportation situations, including the following components of a coal supply chain: bulk import/export terminals, mine-to-port supply chains, port-to-port supply chains, road haulage of bulk material, open-pit mining, barge transportation and transhipping, shipping in ice-bound seas and slurry pipelines.
21.7 Optimization of existing facilities
When market cycles turn down or have slow and steady increases in demand, there is always a drive to optimize existing facilities and ‘get more out of what is installed’. Efforts to achieve this may include minor capital improvement projects, improved maintenance, and challenging existing operational practices. Some key considerations for these aspects are highlighted below.
Machine and out-loading system capacities can be increased by considering the following:
• Introduction of automatic reclaiming where appropriate.
• Arranging the stockpile construction and shape profiles for maximum reclaim efficiency.
• Increasing bucket wheel speeds where this type of unit is employed.
• Speeding up conveyors and/or increasing belt width within existing steelwork structures.
• Utilizing 45° idlers (deeper trough) vs 35°.
• On shiploaders, increasing travel velocity and luffing speeds to minimize hatch change time.
• Possible addition of a surge bin to provide buffer storage.
Maintenance can be a major area of improvement, and the following actions should be considered:
• Introduction of scheduled maintenance programs.
• Consideration of modularity for components.
• Designing for interchangeability.
• Designing for improved accessibility.
• Incorporating corrosion control.
• Ensuring designs provide for reduced spillage/clean-up, including the introduction of effective belt cleaning and drainage systems.
Safe and efficient operations are the ultimate goals for any facility. In addition to making the workplace a desirable and safe place, a facility with well-implemented systems and procedures will lead to the most cost-effective outcome. The following are examples of key contributing factors for ensuring this outcome:
• Start with a ‘clean slate’ approach and carry out a survey of current best practices to develop systems and procedures.
• Eliminate the ‘we’ve always done it this way’ syndrome.
• Challenge the ‘status quo’ if performance is clearly ‘below par’.
• Bring in acknowledged outside expertise to review the operations.
• Promote a culture that encourages new ideas.
• Benchmark the operational performance of the four or five crews that cover all shifts in as much as 10–20% difference can occur between crews.
• Benchmark against competitors and other terminals.
• Introduce periodic re-training to upgrade skills and aim towards a multiskilled approach to stimulate more interest in the various roles.
21.8 Delivery–cycle challenges
The bulk terminal industries and coal industry have always faced challenges; however, from the year 2000 to the present time, the magnitude of challenges has escalated considerably. A combination of competitive and environmental challenges has forced developers to increase throughput via drastically increasing handling rates, while at the same time ensuring reduced environmental impact, and improving their overall management approach. From 2004 to 2008 the adopted theme was one of rapid development, driven mainly by the rapid growth in demand for iron ore and coal from China. This created a new mindset, one of delivering the projects faster in order to ‘get iron ore and coal to the market,’ which became the new driver. As a result, project increments became 30, 50, or 100 Mt/y instead of 5, 10, or 20 Mt/y, and the resultant cost impacts were tremendous.
In late 2008, however, when the market crashed with the global financial crisis, this trend was reversed and many projects were quickly terminated. Many of these projects have since been analyzed more carefully, though, and are now in progress once again, mostly at a more cost-effective scale or with slower timing between development or expansion stages. In 2010 and 2011, the demand for quick product delivery returned briefly, but with further iron ore and coal price turn-downs in the latter part of 2012, the industry returned to paying more attention to internal due diligence and CAPEX, longer term OPEX control, and not being driven purely by a project delivery schedule.
In many cases, the companies within the coal and iron ore industries, and particularly the shipping industry, rushed new and overpriced facilities or ships into production, which has contributed to depressing the market prices. Now, in late 2012 and early 2013, a slowdown or stoppage in many of the projects has returned once again as the power generation and iron ore industries re-assess the state of the world’s economy and the future market demands.
21.9 Trends in cargo shipping
The ship categories listed in Section 21.3.1 cover the traditional bulk carrier fleet size categories and were appropriate up until approximately the year 2000. In the early 2000s, several of the major mining companies of the world took a stronger interest in the shipping of their products and also the terminal operations. Costs for the shipping and the terminals were escalating rapidly, and the cost of the transport chain from mine to end-user became a very predominant portion of their total cost. By 2004, the cost of ship demurrage had climbed sharply, and ship owners were receiving substantial income for keeping their vessels in the growing waiting queues at the iron ore and coal terminals. By 2008, the queues had reached 30–100 vessels at many of the major facilities, and Capesize vessels were commanding $1 per day per tonne of vessel capacity. In the case of the coal export facilities, much of this demurrage was self-imposed because of the desire to get a ship into the waiting queue and to be able to sell their coal before the other producers; thus there was a tremendous amount of overslating of vessels. The shipping companies aimed to keep their existing vessels in service; however, some of the major mining companies took the decision to develop their own ships and control at least a portion of their shipping demands. This also meant that they could commission progressive vessel design companies such as DNV to have ships designed and built that were truly fit for the purpose. Developments in the vessel new-buildings and some new introductions in the size categories such as the Post Panamax (or also called Japanmax or Baby Capes), the Newcastlemax, Wozmax, Brazil class, and the Chinamax, with ore carriers now ranging up to 404 000 dwt, are outlined in the sections below.
21.9.1 The Chinamax
Vale, formerly Companhia Vale do Rio Doce (or CVRD), was the first of the major resource production companies to determine that to increase their competitiveness they wanted to design the largest and most efficient bulk carriers in the world. Vale is well positioned in Brazil for service to Europe; however, for selling to the Chinese and Asian market they are at a distinct transportation disadvantage relative to the major Australian producers. Vale commissioned DNV to design ‘fit for purpose’ vessels of 400 000 dwt that they named Chinamax. Chinamax vessels are designed specifically as ore carriers with reduced space in the holds to expedite high average unloading rates. They are also designed for high-rate loading with a single pass required per hold. Initially, they will be loaded at the present Vale loading rates of 16 000 t/h nominal with 20 000 t/h design capacity and peak rates above that. When the new Pier 4 is completed at the Ponta Madeira terminal near Sao Luiz Brazil, they will be loaded with new dual quadrant shiploaders with each boom capable of the present loading rate, thus providing the opportunity to double the loading rate in the future.
Vale has also developed the Ore Fabrica transhipment vessel, which is stationed in the Philippines and can receive ore from the Chinamax vessels and tranship it in traditional Capesize vessels to service ports that are not capable of accepting the Chinamax vessels yet. The first Chinamax vessels were delivered in early 2011, and 23 vessels have now been completed (by 2013). The characteristics of the Chinamax are outlined in Table 21.2.
Table 21.2
Chinamax design characteristics
Length overall = 360.0 m;
Breadth, molded = 65.0 m;
Scantling draft, molded = 23.0 m;
Propelling machinery = WARTSILA SULZER 7RT-flex82T;
MCR = 29 400 KW (39 426 HP) × 76 r/min;
Deadweight at scantling draft = 400 000 metric tonnes;
Speed at design draft = 14.8 knots at main engine output of 21 730 kW (85% CMCR);
Fuel oil consumption = 96.7 tons/day HFO.
The Chinamax also reduces the carbon footprint by an estimated 34% per ton carried.
21.9.2 Newcastle Max – coal carrier
The Newcastle Max vessels are the response by BHP Billiton and the Port Waratah Coal Services to work with select vessel owners and the ship designers to develop some ‘fit for purpose’ vessels for shipping coal from Newcastle in Australia. These vessels are designed with increased power and speed to run up the Hunter River, and with higher deballasting rates and a bit less draft than many of the conventional designs. They have principle dimensions of 300 m LOA, 50 m beam and max draft of 17.9 m. The first of these vessels were delivered in 2003, and there are now about 30 similar vessels in service and many new-buildings in progress.
21.9.3 Brazil class 327 000 dwt bulk carrier
The Brasil Maru, a new design of 327 180 dwt iron ore carrier, was delivered in 2007 and has led to a number of new-buildings in the 297 000–327 000 dwt size range now being known as the Brazil class. This was the first new design of vessel in that size range for many years since the building of the 364 768 dwt Berge Stahl and the 310 690 dwt Berge Fjord and Berge Vik ore carriers in 1986 and 1987 and another ten vessels of about 297 000–305 000 delivered between 1992 and 1997. These vessels all had drafts of approx. 23 m. The Brasil Maru has principle dimensions of 340 m LOA, 60 m beam and draft of 21 m. Since the delivery of the Brasil Maru, 45 more ore carriers have been built with similar dimensions and drafts ranging from 21 to 23 m.
21.10 Trends in terminal developments
Terminal designs and handling systems have changed significantly and have been steadily evolving over the past 50 years, but the greatest surge has occurred in the past 10–15 years. The trends in the terminal developments have been as follows:
• Incremental expansion in throughput capacities have tended to increase dramatically, but as a result of optimization may drop back more towards normalcy in the future.
• Train unloading rates have increased incrementally from 4000 t/h to the 8000–11 000 t/h range for current high-capacity tandem dumpers.
• Developers are now considering four car dumpers with 16 000 t/ h + rates.
• Train lengths have increased for iron ore trains from 200 + cars to 300 + with individual car capacities of 100–130 tonnes. This is equivalent to 2–3 km long.
• Coal train lengths have extended to over 150 cars.
• Stockyard capacities, in many cases being constrained by area available, have been squeezed to provide more turns, and there is more use of direct loading from trains to ship or ‘just in time’ railing within a few days of ship arrival, when possible.
• Stacking rates have grown also to match rising train unloading capacities.
• Reclaimer rates have increased from 4000 to 8000 t/h and even 10 500 t/h in coal and a few iron ore reclaimers up to the 7000 cu m or 15 000 t/h range.
• Reclaimer boom lengths have grown to as much as 65 m – but at high cost for the large iron ore reclaimers in particular!
• Surge bins have grown to accommodate the reclaim and shiploading rates.
• Shiploading rates have grown modestly in most cases but over a long period of time.
• Vale Ponta Madeira and Tubarao iron ore terminals load at nominal 16 000 t/h and design rate 20 000 t/h and are the current highest – from late 1970s planning.
• Ausenco Sandwell has recently planned Dual Quadrant or twin traveling loaders to 12 500–16 000 t/h rates per loading boom for 25 000–32 000 t/h shiploading rates for some new iron ore terminals and to 12 000 t/h range for coal terminals.
21.11 Coal port and shipping route projects in planning or progress
This section describes a few examples of current coal terminal developments and the new Panama Canal Third Locks Project.
21.11.1 Coal terminal developments
Numerous coal terminal expansions or new facilities have been developed in the past decade. Some of these have been completed or construction is in progress, and in some cases plans have recently been placed on hold. Table 21.3 provides an indication of the global extent of these plans. Although there are many planned facilities that may have to wait for more ‘coal development cycles’ to occur, the list will serve to illustrate the extent of planning that has been devoted to expanding facilities to meet the growing needs of international seaborne coal trade:
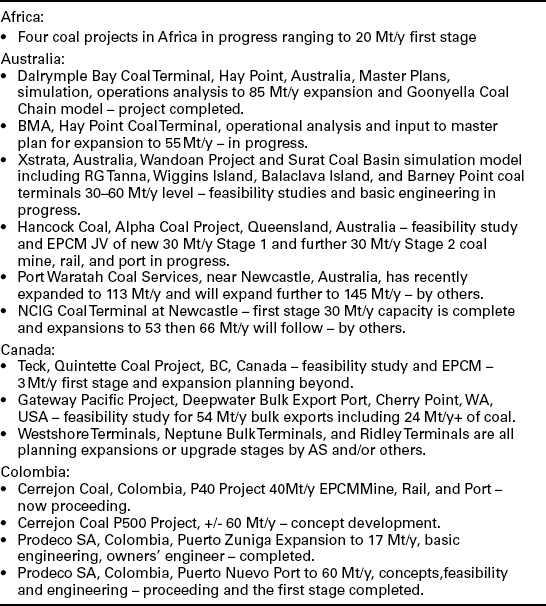
These projects approximately add up to over 450 million t/y of coal export capacity expansions and new mine, rail and ports, and iron ore export capacity expansions and new mine, rail and ports amounting to over 1.1 Billion t/y in planning and/or development. Just how many projects will actually proceed remains to be seen.
21.11.2 Developing the Panama Canal
Construction work on the new Panama Canal Thirds Locks Project is underway and will be completed in 2014. This $5.25 billion project will enable larger vessels up to partially laden Capesize vessels in the 190 000 dwt range with maximum beams of 49 m to transit the canal. At present there is approximately 80 million tonnes per year of dry bulk traffic through the canal each year. This is expected to increase to over 120 million tonnes per year at the end of 2015, and may continue to increase further after that.
21.12 Conclusion
Since the 1960s the international bulk shipping fraternity has seen a steady evolution of all the components of the coal chain. Besides increased capacity of the individual components, there has been growth in operational efficiencies, increased life and availability of equipment, and resulting dust and noise emission reductions, as well as greater awareness and resultant improved safety in all operations. During the past decade we have also seen a large increase in the capital cost of developments and operating costs. Currently, there is danger of overbuilding capacity in a market that has presently plateaued, which could lead to further market price reductions. When this happens, the main squeeze comes upon the higher cost marginal producers.
The shipping industry was very static through the 1960s to 1990. Some changes were made to the vessel dimensions and structures to increase carrying capacities and reduce the amount of steel in vessels; however, few were new vessels built with sufficient deballasting rates, and many of the vessels were not really ‘fit for purpose’ including many new ships. Unfortunately, with the rush to build new ships that occurred before the global financial crisis in 2008, this was still the case for many of the new ships. While they are safer hulls with double bottoms and more efficient, many still have slow deballasting rates and require homogeneous loading with two passes per hatch plus two or three trimming passes. Some of the major coal and iron ore producers have recognized this issue and have commissioned their own vessels, and have pushed the designs forward with the new Newcastle Max, Brazil Class, Chinamax vessels, Wozmax and the new Easy Loader vessels that are truly ‘fit for purpose’ modern designs. While the coal trade may not reach the same vessel sizes as the Chinamax, there may be more buildings of ore-strengthened bulk carrier designs that are suitable for faster loading and are in the 200 000–250 000 dwt range and can carry either iron ore or coal.
The author foresees a trend towards more of these vessels being built in the future, particularly as the older vessels age. However, this trend will probably develop more slowly than it should, because of the large glut of new standard design Capesize vessels completed over the past 5 years. Hence, the following conclusions are suggested:
• A steady evolution of designs and handling rates is likely to occur over a 40-year period.
• With careful attention to design and operations, both at the terminals and on the ships, both safety and high rate efficient loading are achievable.
• The general shipping industry take on the responsibility to develop ‘fit for purpose’ ships.
• The drive for ‘faster, cleaner, better, and cheaper’ loading and unloading systems will probably continue.
• The issues/topics discussed above also apply to unloading conditions.
• The Panama Canal project will bring new shipping changes, benefits and challenges.
• The new DBTG terminal Loading Master training program will soon be available and will be a valuable tool for education of terminal operators and also for the ships’ masters to become better educated about bulk material terminal loading and unloading issues.
• ‘Mother Nature’ is not selective. She applies her power at loading and unloading terminals as well as the ships and must therefore always be considered in decision-making processes.
21.13 Dedication
This chapter of the book is dedicated to Richard Peckham, our long-time friend who put his heart and soul into the betterment of the dry bulk transportation and terminals industry. I first met Richard in 1979 when he was the editor of the International Bulk Journal, which covered all aspects of the industry, and at the time he was certainly the most respected voice in the industry. Richard also organized many conferences, and in 1981 invited me to speak at the Third Bulk Handling and Transport Conference in Amsterdam and subsequently at a number of other of his conferences, as well as working together on Journal articles. In late 1998, Richard formed the Internationals Dry Bulk Terminals Group (DBTG) and its membership now includes over 240 terminals worldwide. Richard led the efforts of the group to communicate and work with the IMO to help shape regulations for safe and efficient handling practices at the terminals. He also spurred the IMO and DNV3 to consider new developments in the vessel designs to make them safer and more ‘fit for purpose’ for efficient loading at the terminals. Richard helped organize and orchestrate the proceedings at the last Annual General Meeting of the DBTG in New Orleans in late September 2012, despite being bound to a wheelchair with the rapid onset of motor neuron disease, also known as ALS, which took his life on 16 December 2012 at age 62. Richard will long be remembered by his family and his many friends in the dry bulk industry that he was so passionate about. Fortunately, the DBTG continues on with Richard’s work.
21.14 References
1. Osborne, D.G., Coking Coal and Iron ore – Comparisons and Contrasts. Proceedings of the Tenth Australian Coal Preparation Conference Paper F7. Arthur le Page Memorial Lecture, 2004.
2. US Department of Transportation. Marine Administration. Glossary of shipping terms http://www.marad.dot.gov/documents/Glossary_final.pdf, 2008. [Accessed 9 May 2013)].
3. , Stiftelsen Det Norske Veritas (DNV) is a classification society organized as a foundation, with the objective of ‘Safeguarding life, property, and the environment’, 1864. [DNV was originally established in 1864.].
4. US Department of Transportation. Marine Administration. Glossary of shipping terms http://www.marad.dot.gov/documents/Glossary_final.pdf, 2008. [Accessed 9 May 2013).].
21.15 Appendix: common shipping terms
The US Department of Transportation Maritime Administration has published a Glossary of Shipping Terms4 that lists and defines over 900 different terms used in the shipping industry and the terminals they call on. Some of the most common terms are given below:
Agent – a person authorized to transact business for and in the name of another person or company. Types of agents are:
ANOA (Advanced Notice of Arrival) – notice given 96 h prior to entry of the port.
B/L (Bill of Lading) – a document that establishes the terms of a contract between a shipper and a transportation company. It serves as a document of title, a contract of carriage and a receipt for goods.
C&F Terms of Sale or INCOTERMS – obsolete, although still widely used, this is a term of sale meaning ‘cargo and freight’ whereby the Seller pays for the cost of goods and freight charges up to destination point. In July 1990, the International Chamber of Commerce replaced C&F with CFR.
CFR (Cost and Freight) (… named port of destination) – a term of sale where the Seller pays the costs and freight necessary to bring the goods to the named port of destination, terms of sale but the risk of loss of or damage to the goods, as well as any additional costs due to events occurring after the time the goods have been delivered on board the vessel, is transferred from the Seller to the Buyer when the goods pass the ship’s rail in the port of shipment. The CFR term requires the Seller to clear the goods for export.
CIF (Cost Including Freight) – the coal seller is responsible for the shipping contract and the cost to the agreed point of acceptance, usually the receiving terminal.
CIF (Cost Insurance and Freight) (… named place of destination) – a term of sale where the Seller has the same obligations as under the CFR but also has to procure marine insurance against the Buyer’s risk of loss or damage to the goods during the carriage. The Seller contracts for insurance and pays the insurance premium. The CIF term requires the Seller to clear the goods for export.
Classification Society – an organization maintained for the surveying and classing of ships so that insurance underwriters and others may know the quality and condition of the vessels offered for insurance or employment.
Contract of Affreightment, or Shipping Contract – the contract between the coal seller (if a CIF sale) or coal buyer (if an FOB contract) and the shipping company to provide cargo space on a vessel at a specified time and for a specific price.
Demurrage – a penalty charge against shippers or consignees for delaying the carrier’s equipment or vessel beyond the allowed free time. The free time and demurrage charges are set forth in the charter party or freight tariff.
Despatch – an incentive payment paid by the vessel to the charterer for loading and unloading the cargo faster than agreed. Usually negotiated only in charter parties. Also called ‘dispatch’.
Det Norske Veritas – a Norwegian classification society which certifies seagoing vessels for compliance to standardized rules regarding construction and maintenance.
DWT (Deadweight Tonnage) – the number of tons of 2240 pounds that a vessel can transport of cargo, stores and bunker fuel. It is the difference between the number of tons of water a vessel displaces ‘light’ and the number of tons it displaces when submerged to the ‘load line’.
FOB (Freight on Board) – the coal buyer is responsible for the shipping contract and the costs associated with the shipment from the point when the vessel loading is completed.
FOB (Free on Board) (… named port of shipment) – and International Trade of Sale that means the Seller fulfills his or her obligation to deliver when the goods have passed over the ship’s rail at the named port of shipment. This means that the Buyer has to bear all costs and risks to loss of or damage to the goods from that point. The FOB term requires the Seller to clear the goods for export.
IMO (International Maritime Organization – a United Nations specialized agency in which most major maritime nations participate and through which recommendations and guidelines for the carriage of dangerous goods, bulk commodities, and maritime regulations become internationally acceptable. INCOTERMS – the recognized abbreviation for the International Chamber of Commerce Terms of Sale. These terms were last amended effective 1 July 11990.
LAYCAN – Laydays/Cancelling (date): range of dates within which the hire contract must start.
Lloyd’s Registry – an organization maintained for the surveying and classing of ships so that insurance underwriters and others may know the quality and condition of the vessels offered for insurance or employment.
Load Line – the waterline corresponding to the maximum draft to which a vessel is permitted to load, either by freeboard regulations, the conditions of classification, or the conditions of service.
MTSA – the Maritime Transportation Security Act of 2002 is designed to protect ports and waterways from terrorist attacks. The law is the US equivalent of the International Ship and Port Facility Security Code (ISPS) and was fully implemented on 1 July 2004. It requires vessels and port facilities to conduct vulnerability assessments and develop security plans that may include passenger, vehicle, and baggage screening procedures; security patrols; establishing restricted areas; personnel identification procedures; access control measures; and/or installation of surveillance equipment.
NOA (Notice of Arrival) – Notice from the ship that it has arrived at the port.
NOR (Notice of Readiness) – Notice from the ship that it is ready to load.
Ocean B/L (Ocean Bill of Lading) – a contract for transportation between a shipper and a carrier. It also evidences receipt of the cargo by the carrier. A bill of lading shows ownership of the cargo and, if made negotiable, can be bought, sold or traded while the goods are in transit.
Perils of the Sea – those causes of loss for which the carrier is not legally liable. The elemental risks of ocean transport.
Plimsoll Mark – a series of horizontal lines, corresponding to the seasons of the year and fresh or saltwater, painted on the outside of a ship marking the level which must remain above the surface of the water for the vessel’s stability.
SHEX – Saturday and holidays excluded.
SHINC – Saturday and holidays included.
SSHEX – abbreviation for Saturdays, Sundays and holidays excepted. Refers to loading and discharging of cargo as agreed to in the charter party. This indicates when time does not count in the calculation of demurrage and despatch.
Time Charter – a contract for leasing between the ship owners and the lessee. It would state, e.g., the duration of the lease in years or voyages.
WWD (weather working days) – days with weather suitable for loading or unloading operations. If the weather is unsuitable for operations, the downtime is excluded in the demurrage/dispatch calculations.