
Solid–liquid separation technologies for coal
Abstract:
This chapter discusses current developments and latest applied solid–liquid separation technologies and equipment used for coal. It commences with a classification of the different solid–liquid separation technologies used and pre-treatment applied, such as thickening, coagulation and flocculation. It then describes all types of commonly used filters, including vacuum and pressure types, centrifuges such as vibrating basket, screen scroll, screen bowl and solid bowl types with their applications for different coal size fraction or coal tailings. An overview of non-mechanical technologies such as coal drying is given before the chapter closes with a discussion on the emerging and future trends in solid–liquid separation within the coal industry.
13.1 Introduction
Solid–liquid separation, the removal of water from coal product and tailings, is required after wet coal cleaning technologies such as wet gravity separation and flotation for moisture removal. The lower the product moisture, the higher is the calorific value of the coal and the higher is the efficiency of coal combustion, carbonisation and coal conversion. This chapter discusses current developments and latest applied solid–liquid separation technologies and equipment used for coal. It commences with a classification of the different solid–liquid separation technologies used and pre-treatment applied, such as thickening, coagulation and flocculation. All types of commonly used filters, including vacuum and pressure types, centrifuges such as vibrating basket, screen scroll, screen bowl and solid bowl types with their applications for different coal size fraction or coal tailings will be described and their application range and performance discussed. An overview of nonmechanical technologies such as coal drying is given before the chapter closes with discussing emerging and future trends in solid–liquid separation within the coal industry.
13.2 Overview of solid–liquid separation (SLS)
SLS is applied to both coal product and tailings after wet beneficiation. The run-of-mine (ROM) coal is classified into different size fractions for beneficiation and the products are dewatered, while rejects and tailings also need to be dewatered for water recovery. While a range of types of solid–liquid separation equipment are used (Veal, 1997; Bickert, 2006), they can be classified according to their driving force leading to dewatering and the separation principle. Sedimentation and filtration are applied while filtrate can utilise centrifugal, vacuum and pressure as driving force.
13.2.1 Filtration and sedimentation
Filtration, here in particular cake filtration in contrast to deep bed or crossflow filtration, utilises a filter media to separate the solids from the liquid. Woven filter media (cloth) as well as non-woven (sintered ceramic or wedge wire screens) are used for filtration of coal and tailings.
Sedimentation utilises gravity or centrifugal force for separation, and results in a still fully saturated but concentrated sediment or underflow and a supernatant or overflow which contains mostly water.
13.2.2 Centrifugal filters, vacuum and pressure filters
Filtration utilises various driving forces, including centrifugal forces, vacuum and pressure. Most centrifuges used in coal are filtering centrifuges with conical wedge wire baskets separating coal from water. Vacuum filters such as disc, drum and belt filters utilise the suction force of a vacuum pressure to form a cake from coal slurry and to desaturate it by replacing the water within the coal cake by air. Pressure filtration either replaces the limited vacuum by overpressure or utilises slurry pumping pressure or mechanical squeezing pressure.
13.2.3 Driving forces for SLS
Vacuum, pressure in the form of air, slurry or mechanical pressure, as well as gravity and centrifugal force, are applied for SLS. New trends utilise a combination of driving forces, such as a pressurised centrifuge, achieving a higher rate of separation. Additional forces might assist the SLS, such as shear applied through rakes within thickeners, or through the different filter belt movements on a belt press filter.
13.2.4 Dewatering fundamentals
While the fundamentals of filtration (cake formation) and desaturation are well known and published (Bickert, 2006; Firth, 2006), the theory and analytical procedures are not often applied. The Bond curve (Mayer and Stahl, 1988) describes the equilibrium moisture of particulate beds under centrifugal force, while the film flow model based on the Bond theory (Stadager, 1995) predicts the kinetics of centrifugal dewatering. The capillary pressure curve (Schubert, 1982) expresses the equilibrium moisture of particulate beds under pressure/vacuum force. The capillary pressure curve is known in soil mechanics as the soil water characteristics curve (SWCC) and was determined by Williams and Whitton (2008) for a range of Australian coal size fractions. These models are seldom applied to predict dewatering of coal depending on device and dewatering parameters. More common is the determination of ‘non-centrifugable moisture’ (NCM) to predict coarse coal moisture from centrifuges (Firth, 2006).
It is expected that these models will become more important in the future as finer size fractions are dewatered in centrifuges and filters, as they characterise coal better in regards to their dewatering than particle size distributions and allow predicting moisture changes with coal properties and dewatering parameter changes.
13.3 Pre-treatment
SLS is difficult in particular for ultrafine particles. Thus, agglomeration or thickening are utilised to ease the separation step.
13.3.1 Coagulation and flocculation
Particle agglomeration by coagulation and flocculation is used for thickeners and filters to assist in dewatering. Coagulation through salts reduces the surface potential of the solids, and thus enables agglomeration through van der Waals forces. Coagulation results in micro-flocs. It is particularly important for coal tailings containing high clay content. Flocculation utilising synthetic polymeric chemicals as bridging flocculation is used for flotation coal dewatering in vacuum filters, and also introduced into screen bowl centrifuges to assist the separation within them. Sufficient floc conditioning (Bickert and Vince, 2010) by appropriate mixing energy and mixing time after adding the flocculant is important. Modern simple plants, which gravity feed flotation concentrate directly from the flotation cell launder onto filters, usually do not provide sufficient shear for floc mixing, or residence time for floc formation. This is believed to lead to over-flocculation.
13.3.2 Fractional dewatering approach and coarse addition
Coal beneficiation requires the fractioning of the ROM coal, and these different size fractions are effectively dewatered by different equipment. Most SLS equipment is maximally effective for a particular (narrow) size fraction. While this is the case for coarse and fine coal centrifuges, the addition of coarse aids ultrafines filtration, in particular when the packing density is maximised and a homogeneous isotropic cake structure can be achieved (Anlauf, 1990).
13.3.3 Thickening prior to filtration
Thickening flotation concentrate and tailings prior to filtration reduces the amount of water to be removed by filtration, and thus increases the capacity but also dampens fluctuations within the thickener, resulting in a more consistent, stable filter operation. This is particularly beneficial for throughput increase on high capacity vacuum disc filters while the capacity increase for pilot and full-scale filters is as per prediction by filtration theory (Bickert, 2006).
13.3.4 Screening
Vibrating screens are used to remove most of the water on coarse coal after wet beneficiation prior to centrifugation. They can be used as final dewatering devices, either for coarse reject or very coarse product such as from jigs and baths. Screens are also used extensively in other duties for sizing and desliming within coal preparation plants.
13.4 Centrifugal SLS
The majority of the coal product after wet beneficiation is dewatered by centrifuges. The coarse and fine coal are dewatered separately in suitable centrifuges, while flotation concentrate is also dewatered in screen bowl centrifuges.
13.4.1 Applications of centrifuges
Vibrating basket centrifuges, also referred to as coarse coal centrifuges, are used for coarse coal (mainly from dense media processes) dewatering after prior screen pre-dewatering. They are the most common type used in coal preparation. Screen scroll centrifuges, also referred to as fine coal centrifuges, dewater fine coal (mainly from spirals and teetered bed separators) while screen bowl decanter centrifuges (SBC) are applied to flotation concentrates. Solid bowl decanter centrifuges, similar to SBCs but without the screen section, are less commonly used for flotation concentrate and coal tailings.
13.4.2 Vibrating basket centrifuges
Horizontal vibrating basket centrifuges or coarse coal centrifuges are the workhorses of coal dewatering. They dry the coarse coal fraction from DMCs after pre-dewatering on vibrating screens to about 20–25% moisture (typically + 2 mm) or the complete coarse and small coal fraction (typically + 0.5 mm). The coal is drained by centrifugal forces within a conical filtering basket, with additional basket vibration assisting the material transport. The trend is towards larger centrifuges with higher throughput, to reduce the number of machines required per module. This thrive towards larger scale simplifies plants and reduces overall costs. Currently the largest machines are 1.65 m in diameter, treating typically 450 t/h of − 70 + 0.5 mm coal. Their conical baskets have angles of 13°–15° or 18°, depending on the coal size, and rotate typically at maximal 200–60 rpm, providing a centrifugal acceleration of 44–62 g. Other parameters are the basket wedge wire aperture (0.4–0.5 mm), vibration frequency and amplitude (latter 3–6 mm). Product moisture from the vibrating basket centrifuge is in the order of 5–8%.
The main focus and improvement potential as regards horizontal vibrating basket centrifuges is low, and ease of, maintenance (in particular basket change), robustness and basket design. The basket of the centrifuge wears out within several weeks and needs to be replaced. It is the main spare part and thus, basket wear and its costs have a significant impact on operating costs. Both the presentation of the coal feed to the centrifuge and its initial acceleration within the basket are critical. The acceleration depends on accelerator bars on the basket and on the design of the basket end plate. Empirical design changes leading to performance improvements (Hart et al., 2006) are often counter-intuitive, particularly due to the interrelation of bed depth, residence time, centrifugal force and vibration.
13.4.3 Screen scroll basket centrifuges
Screen scroll basket centrifuges are used for dewatering small coal (− 2 + 0.1 mm) from spirals or teetered bed separators. They are also conical filtering basket designs for drainage, while an internal scroll with different rotation speed to the basket assists in material transport and affects the residence time of the coal. Higher centrifugal acceleration is required for this finer material, so that screen scroll centrifuges having higher speeds (maximum 700 rpm) are up to 1.3 m in diameter, providing a centrifugal acceleration of up to 360 g and treating up to 100 t/h of − 2 + 0.1 mm small coal down to about 12–18% moisture. The scroll rotates typically a small percentage faster than the basket and assists in accelerating the feed to the basket speed. Parameters are basket angle, basket and scroll speed, gap between basket and scroll (3–10 mm) and basket wedge wire aperture (0.35 mm).
The trend is towards larger and horizontal baskets reducing footprint, eases basket change and maintenance while the vertical machines had the advantage of the coal being presented to the scroll top which provided proper acceleration of the feed slurry, while the horizontal design feeds against the basket wall.
13.4.4 Screen bowl centrifuges
SBCs are cylindrical–conical solids bowl centrifuges with a further cylindrical screen section, producing effluent (overflow from the solid bowl), screen centrate and dewatered coal. The centrate from the typically 0.25 mm aperture screen section is recycled, while the ultrafine effluent (− 0.045 mm) is discarded or recovered by filtration. SBCs have a scroll inside that transports the coal settling in the cylindrical solid bowl up the cone and across the screen section to the discharge. Its differential speed determines the residence time, while the bowl speed provides the centrifugal settling, compaction and drainage of the coal. Largest sizes are 1.1 m in diameter and 3.3 m long, treating 20–100 t/h depending on coal feed size. SBCs allow the variation of basket and scroll speed (and thus differential speed, which affects the bed depth and residence time) as well as pool depth.
SBCs can treat small coal as well as flotation concentrate down to nominal – 0.125 mm or a mixture. Thus, their main application is similar to that of vacuum filters. Vacuum filters provide very high solids recovery while SBCs provide some desliming, recovering only about 50% of the – 0.04 mm fraction (Meyers et al., 2002). This deslimed product results in lower moisture achieved by SBCs. Thus, the selection of SBCs or vacuum filters depends also on the requirement for recovery of ultrafines. SBCs require overhaul of all rotating parts as major maintenance every 10 000–15 000 operating hours.
The Centribaric Centrifuge, developed by Virginia Tech and licensed to Decanter Machine, applies additional dewatering by increased centrifugal force from typically 500 g up to 3000 g, and additional compressed air for pressure filtration additional to the centrifugal drainage within the screen section (Franklin, 2012). The advantage is particular in its capacity to achieve lower moisture, and thus could result in higher fines recovery without jeopardising the overall plant moisture.
13.4.5 Solid bowl centrifuges
Solid bowl (decanter) centrifuges lack the screen part of SBCs, and thus separate the solids by centrifugal sedimentation, and the product is compacted due to the bed depth while being transported by the scroll up the cone to the solids discharge. They are virtually thickeners operating in the centrifugal field. While SBCs are preferred due to their additional drainage, and thus lower product moisture, there are still some installations of solid bowl centrifuges treating ultrafine coal.
13.5 Vacuum filtration
Vacuum filtration is used where the driving force of vacuum is sufficient to desaturate the filter cake. This is commonly the case for flotation coal concentrates.
13.5.1 Application of vacuum filtration: Flotation coal concentrate
Vacuum filtration, together with SBCs, and to a lesser extent hyperbaric and pressure filters, are used to dewater flotation coal concentrate. Flocculant for improved drainage is commonly applied on vacuum filters, especially for particular fine coals.
13.5.2 Vacuum disc filter (VDF)
A new breed of high capacity disc filters, developed for the alumina industry (Stahl, 1977; Schweigler and Stahl, 1986; Stahl and Kern, 1987), have been adapted and introduced into the coal industry for flotation concentrate dewatering (Länger, 2002; Glumac 2005). They have large diameters, close to 6 m, and hydraulic optimised filtrate systems to allow high filter speeds up to 5 rpm, which results in high throughput for material that filters well. They are relatively low in capital expenditure and have particularly small footprints compared to horizontal vacuum belt filters.
13.5.3 Vacuum drum filter (VDF)
Vacuum drum filters are still used in some coal washeries with string, belt or snap blow cake discharge. They are relatively high in maintenance requirements, and other flotation coal dewatering systems (SBCs, horizontal vacuum belt and high capacity disc filters) are preferred in new installations and upgrades.
13.5.4 Horizontal vacuum belt filter (HVBF)
Huge areas of horizontal vacuum belt filters are installed for flotation coal dewatering as they provide ease in operation, a high level of reliability and are the most flexible vacuum filters to adsorb feed material changes. Their top-fed filtration principle provides the filtration in gravity direction, and thus a layer of coarse settles onto the filter cloth easing cake release and improving filtrate clarity. The complete filtration can be observed, and the cake formation is not limited by submerged filter elements as in rotary vacuum (disc and drum) filters. The filter design allows effective filter cloth cleaning, while a large footprint is required.
13.6 Pressure filtration
Pressure filtration represents a step change from vacuum filtration due to the considerably higher driving force for SLS. The higher pressure increases filtration kinetics but in particular enables lower final cake moisture. The effect of filtration pressure on the mechanical dewatering limit is represented through the capillary pressure curve (Schubert, 1982), which describes the equilibrium moisture as a function of applied pressure after infinitive dewatering, and thus quantifies the moisture improvement with increasing pressure.
13.6.1 Pressure filtration applications: Ultrafine coal and tailings
The higher driving force of pressure filters compared to vacuum provides faster filtration kinetics and lower final product moisture but requires higher installation and usually higher operating costs. Thus, pressure filtration is particularly applied for ultrafines such as tailings, or for the recovery of screen bowl centrifuge centrate with prior thickening. Pressure filtration is also applied to high ash coals for briquetting and/or thermal coal utilisation to produce a handleable, low moisture power plant feed material.
13.6.2 Hyperbaric filters
The hyperbaric filter is a rotary filter, mostly disc filter due to its higher filter area per volume, inside a pressure vessel so that the dewatering driving force of compressed air pressure filtering and desaturating the coal cake. It provides twice the specific solids throughput capacity of vacuum filters, and cake product moisture about 25–40% lower due to the higher driving force. These filters are semi-continuous, with a gate lock system discharging the produced filter cake in batches from the pressure vessel, while the feed is truly continuous.
Hyperbaric filters are used for flotation concentrate, partly with the addition of thickened screen bowl centrifuge effluent, to provide full solids recovery while using SBCs. Their application in lieu of vacuum filters requires particularly good commercial justification due to their higher costs, and more complicated installation and maintenance, while they produce particularly dry flotation concentrate. Operating experiences for coal and more details are provided by Bickert et al. (2006).
13.6.3 Chamber filter press
Chamber filter presses, also referred to as plate-and-frame filter presses, with either steel or polypropylene plates forming a large number of chambers covered by filter cloth as filter volume. The chambers are filled by pressure slurry pumping (6–16 bars) for initial filtration and compaction, while compressed air blowing through the cake, if not too impermeable, can be applied to desaturate or dry the filter cake. Filter presses are batch operated so that the chamber volume, together with the cake density and the overall cycle time, determines the capacity. Their high dewatering driving force allows them to filter ultrafine coal and tailings. Filter presses are particularly utilised to provide dry filter cake (Terblance et al., 2009) of high ash material prior to briquetting and/or burning in power plants. They are also used for coal tailings if a dry, handleable cake or high water recovery from tailings is required. Some performance details for coal are published by Verma and Klima (2010).
13.6.4 Membrane filter press
Membrane chamber filter presses have, in addition to their chamber plate, rubber membranes or diaphragm for squeezing the cake by mechanical pressure in between the feeding/filling and air-blowing cycle. The membrane squeezing can reduce the feeding pressure and/or feeding and filtering time. Ultrafine compressible material that cannot be desaturated by air blowing can be dewatered by the compression during squeezing. Some special designs allow squeezing through rubber seals, not utilising membranes. Membrane filter presses are more complicated and more expensive as compared to chamber filters, and thus a performance advantage is required.
Conventional membrane filter presses have the plates, covered by individual filter cloths, oriented vertically in various designs to allow cake discharge, while tower filter presses have their plates oriented horizontally and an endless filter cloth doubling as conveyor for cake discharge.
13.6.5 Belt press filters
Belt press filter or twin wire presses are used for coal tailings to dewater thickener underflow with the usage of sufficient flocculant so that the slurry drains by gravity after the wedge zone, and is viscous enough not to ooze out between the filter belts. Belt presses utilise pressure filtration with the assistance of shear through the differential travelling velocity of the two belts wrapping around rollers. High flocculant dosage is required, particularly for ultrafine tailings containing clays.
Belt press filters have lower installation costs compared to other pressure filters, while their operating costs for coal tailings depend drastically on the flocculant consumption, which is related to the clay content. The limited dewatering driving force results in relatively high product moisture.
Coal tailings belt press filters with throughputs of 3–8 tph per metre width need a special, robust design, while designs adopted from the water industry (treating kg/h) are usually not sufficient.
13.6.6 Other pressure filters
Further pressure filters, such as tube presses, rotary pressure filters, screw presses and various other types, are used in non-coal industries for either waste processing or significantly higher-value materials, so that they are either too expensive, complicated, not robust enough, or do not achieve the process requirements for coal dewatering. However, special design adoptions might find them a niche in the coal industry.
13.7 Thermal drying
Mechanical dewatering is more economical than thermal drying and is mostly sufficient. Thus, most up-to-date coal preparation plants dewater their product by a combination of centrifuges and filters, with the resulting product moisture being in the order of 10 wt%. This is usually sufficient from the users perspective, both for thermal and metallurgical applications. Thus, thermal drying is required only in cold climates to prevent freezing, for low rank coal with high inherent and surface water contents (Karthikeyan et al., 2009; Mohanty et al., 2012), and for full recovery and drying high HGI coal (Morris and Kalb, 2010).
13.7.1 Dryer types for coal drying
Typical equipment used for coal drying (Pikon and Mujumdar, 2006; Mohanty et al., 2012) is various, ranging from rotary, belt, chamber, tube, vibrated bed, pneumatic, pulsed combustion, fluidised bed, vibratory, mill type shaft, to moving bed dryers, which could be either tempered with ambient air or with gas/exhaust recirculation, while the system pressure could be positive, negative or push–pull (Morris and Kalb, 2010). Superheated steam dryers are an alternative for large-scale drying applications (Mohanty et al., 2012).
Commercial technologies are predominantly convective thermal dryers applying hot gas in contact with the air. Optimal coal drying equipment for filter cake considered in (Morris and Kalb, 2010) has the following characteristics:
Superheated steam as an alternative to hot air has a number of advantages, including improved safety, reduced dust emission and increased thermal efficiency (Karthikeyan et al., 2009), and can be used with vapour recompression. An emerging technology is pulse combustion, which still has a range of problems covering noise and scale-up issues. Other emerging technologies developed for grinding (for example PulverDryer™ and DevourX) and claimed to dry powders, at the same time utilise high differential air velocities and thus pressures or aero-acoustics. More promising results show Nano Drying Technology (NDT) as reported by Bratton et al. (2012), where bench and pilot scale testing confirmed single digit moisture figures from feeds of 30% moisture and more. NDT involves molecular sieves, significantly larger in size compared to the coal to be dried, adsorbing the moisture from the coal, separating coal from the molecular sieves through screening, and regenerating the molecular sieves by drying. The main advantage is that the coal is not heated, as only the molecular sieves are thermally dried during the regeneration process. Another new drying system is the Parsepco Dryer using medium wave infrared radiation, woven steel belt transport, and suction underneath the belt.
13.8 SLS equipment selection
The appropriate selection of SLS equipment for different duties within the beneficiation plant is critical. The following section discusses common practice and selection guidelines.
13.8.1 Equipment overview
The following table (Table 13.1) provides an overview of equipment used for dewatering coal, typical equipment size, capacity and product quality with required feed preparation and applications.

Figure 13.1 provides an overview of SLS equipment applied, and its performance with regards to product moisture depending on particle size.
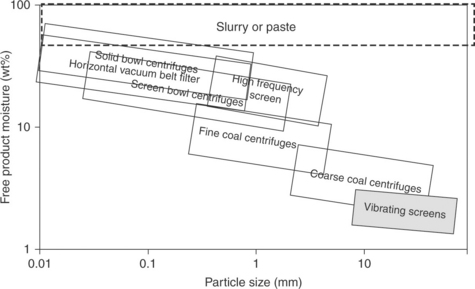
Figure 13.2 shows the details for flotation concentrate (fine coal) dewatering equipment, where a range of equipment is being applied.

13.8.2 Equipment selection and sizing
SLS equipment selection and sizing is based on evaluating various technical, commercial and other factors, so that different technologies could well be suited for one duty, which is also shown by the overlapping areas in the above graphs. Coarse coal and also fine coal centrifuges are sized on the basis of OEM recommendation and common duty experiences. More choice is available for flotation concentrate and tailings dewatering. Here, personal preference and usage within nearby plants, and experience with the equipment, have significant influence, particularly as regards the type of vacuum filter selected.
However, requirements of cake moisture and ultrafines recovery dictate predominantly whether SBCs, vacuum filters, or pressure filters are used, while regional reasons and preferences result in, for example, China having a large number of pressure (hyperbaric and filter presses) filters, the USA having SBCs, and Australia having horizontal vacuum belt filters installed for flotation concentrate.
Simplistically, SBCs are used for thermal coal and/or where the particular rejection of ultrafines is of limited concern, vacuum filters (in particular horizontal vacuum belts and high capacity disc filters) are preferred for their reliability and high recovery, while pressure filters are used where cake moisture is of importance.
Sizing centrifuges is based on experience and supplier information, while it is important to know the internal, non-centrifugal moisture of the particular coal. Vacuum and pressure filter require filtration test work; bench scale is usually sufficient for vacuum filtration duties, while pressure filtration sizing is often assisted by pilot scale testing for sizing full-scale equipment. Of primary importance is the variability of the slurry, in particular for difficult to dewater tailings or ultrafine product.
13.8.3 Testing
New plant design, engineering and operation require certainty as regards achievable throughput and moisture for the different SLS duties. The smaller the coal or tailings, the higher is the uncertainty due to bigger water holding capacity and variation in the resistance to water flow. Thus, testwork becomes more important, the finer and less common a particular stream is. This is particularly the case for fine coal tailings and ultrafine coal. Bench scale vacuum filtration, for example, is sufficient for scaling-up standard flotation concentrate dewatering, while pilot scale testwork is recommended for mechanical coal tailings dewatering as variations due to surface chemistry and material composition can be enormous. While throughput or moisture values might vary only by 5% for coarse coal dewatering due to coal seam or material variations, the variation could be up to about 500% for ultrafine coal tailing containing swelling clays. The testwork should reflect the operation parameters and design of the full-scale equipment as closely as possible, including cake thickness, cycle times, and driving force applied (Palmer, 2008; Bickert and Länger, 2011).
13.8.4 Equipment advantages and disadvantages
Certain equipment is universally applied to particular coal SLS duties, while other duties provide conditions for a range of equipment to be applied, depending on circumstances. While screens, vibrating and screen scroll centrifuges are universally used for coarse and small coal, and thickeners are used for initial tailings dewatering, flotation concentrate is dewatered in various types of vacuum filters, hyperbaric filters, filter presses, screen bowl centrifuges and partly other equipment. While moisture requirements (the lower the moisture requirement, the higher is the driving force requirement) are one reason to go for a particular technology, other economic or technical reasons also drive particular selection.
Flotation concentrates are increasingly dewatered by SBCs, particularly due to their small footprint and limited on-site maintenance requirements. As they do not recover ultrafines, they are especially suitable for thermal coal. Horizontal vacuum belt filters are commonly applied for metallurgical coal, as they are simple to maintain and recover the complete fraction, while they require large footprint areas. Here, high capacity disc filters are beneficial, which have some advantages in common with belt filters, lower footprint and lower capital costs, but they are less flexible in accommodating feed solids and size variations. Filter presses and hyperbaric filters are applied where particular low product moisture is required, and/or where screen bowl centrate recovery is required. Paste thickener, belt press filters, and filter presses are all used for tailings, in order of increasing capital costs and, therefore, reducing product moisture.
Thus, while some selections are straightforward, such as vibrating basket centrifuges for coarse coal dewatering after vibrating screens, other equipment selections, particularly for flotation concentrates and tailings, have to apply triple bottom line considerations, where technical performance should be confirmed at least by testwork.
13.9 Emerging and future trends
SLS improvements are achieved through advanced chemical aids, and a combination of dewatering forces and advanced design. Analytical technologies also provide further insights into the dewatering processes and might lead to improvements. Anlauf (2006) provided a few years ago a good overview of recent developments in SLS processes, summarising the progress into following categories:
• relating particle and cake properties,
• analytical methods broadening the SLS understanding,
For coal dewatering, future trends expected are particularly in increasing driving forces to improve dewatering, including faster and larger diameter centrifuges, stepping from vacuum to pressure filtration, and combination of driving forces. The centribaric technology, combining pressure filtration with centrifugal force dewatering within a screen bowl decanter centrifuge, is an example of combined driving forces. Separating the drying process by mass-transfer is another interesting trend, particularly for drying, whereby the thermal drying process is applied to an external medium, which allows drying the coal without the application of heat as the medium is taking up the water from the coal, can be separated and separately dried.
As previously, technologies developed for higher-value applications will be adapted to coal dewatering by scale-up, simplification, and increasing equipment robustness. This will be of special interest where additional dewatering driving forces, such as superheated steam, infrared, ultrasonics, microwaves or other forces, are involved.
Existing equipment will be further increased in scale, and the trend towards adapting technologies from higher product-value industries by simplification and improving robustness to suit coal applications will continue. Coal tailings dewatering demand is expected to increase, so that further innovations are expected. Paste technology, which is starting to be adopted for coal tailings, has developing potential, for example by improving paste removal (Boivin et al., 2008).
13.9.1 Chemical aids
Chemical aids are added to slurries for particle agglomeration (coagulation and flocculation), spherical agglomeration, reduced surface tension and increased hydrophobicity.
Flocculation is extensively applied to improve filtration of ultrafine coal, while new and improved chemicals are developed by the main supplier. More recently, flocculation has been extended successfully to SBCs (Burchett et al., 2005) to improve recovery. This requires a special set-up to add the flocculant directly into the low-solids pool within the centrifuge. The higher recovery of ultrafines is at the cost of higher product moisture.
Yoon et al. (2003) developed chemicals that increase hydrophobicity, and report drastic reductions in product moisture at relatively high chemical dosages of 0.5–2.5 kg/t on pilot scale.
It has been known for decades that spherical agglomeration or selective oil agglomeration, applied in CSIRO’s SOAP and DOE’s FETC GranuFlow processes (Wen, 2000), is suitable to recover coal and assist in dewatering, especially of ultrafines. The mechanism has been proven on pilot and full scale to improve recovery and ease of dewatering, but is not yet implemented.
Firth et al. (1998) found about 1 per cent moisture improvement on centrifuges, on laboratory scale and partly within a plant, by applying surface active chemicals.
The major limitation for most new chemical aids is chemical cost, and thus increased operating cost.
13.9.2 Hybrid dewatering technologies
Hybrid dewatering, such as dual force dewatering, combining two different separation mechanisms such as centrifugal, pressure, thermal, and infrared, is being tested and might be applied for coal in the future. The principle of combining forces for enhanced dewatering has been applied for decades in high-value applications that allow batch operation, for instance pressurised centrifugation (commercialised as HYPERCENTRIFUGATION® by Heinkel) or continuously in vertical decanter centrifuges (Records and Sutherland, 2001). Lately, a pressurised screen bowl decanter centrifuge has been developed for coal, with promising results (Keles et al., 2010).
Steam filtration is not new (Baganz, 1930), but more recent work on coal (Gerl and Stahl, 1995) has shown that the condensation front formed, which removes capillary water, allows very low residual moisture content. An application is the hot filter press, utilising the evaporated water to mechanically desaturate the cake. The effect of steam has also been investigated on centrifuges (Peuker and Stahl, 2002).
The application of thermal drying will remain limited to where mechanical dewatering is not sufficient.
13.9.3 Improving the understanding of SLS
Advances in modern analytical technologies, such as high resolution X-ray micro-CT (Bickert et al., 2007), enable the simulation of coal filtration by realistic microscopic cake structure determination (Lin et al., 2010). These and other analytical and simulation advances are expected to improve our understanding and thereby open avenues for improved SLS.
Similarly, Strickland et al. (2011) and similar work (Usher and Scales, 2005) improve the theoretical description of SLS processes. However, the determination of material properties, for modelling compressive yield stress, the maximum capillary pressure and the residual saturation, all as function of solids volume fraction, is required. Thus, so far the theoretical understanding is insufficient to replace dewatering testwork completely.
13.9.4 Other recent developments
Other recent developments have focused on either improving existing equipment or processes, or on critical areas. Coal tailings dewatering is becoming increasingly important due to environmental constraints and/ or water recovery, in particular with the use of pressure filtration and is being investigated extensively (Bickert, 2012). While belt press filters are relatively of low cost to install, they require high chemical addition, and thus chamber and membrane filter presses also find applications, the latter partly with paste thickening prior to filtration to reduce the number of filter presses required (Pepper, 2012).
While SBCs are extensively used for flotation concentrate dewatering, their recovery is limited, so that developments try to reduce the lost coal by using either vacuum or pressure filtration as add-on technology for recovery, or the application of flocculants (Burchett et al., 2005) within SBCs.
Improvement of existing and well-established technologies is going on, for example by adding a flapping device onto a horizontal vacuum belt filter to improve product moisture by a simple technology that can be retrofitted to existing belt filters (Bickert and Vince, 2010). SBCs with conical screen section, increasing the centrifugal force towards the cake discharge, are being developed but their performance has not yet been published (Frohlich et al., 2011).
13.9.5 Future trends
SLS equipment and chemicals enhancing dewatering have seen incremental improvements over the last decade. Equipment size and efficiency improvements are achieved by design changes and scale-up, but the praxis has not seen real step changes. All currently used equipment was developed during the previous decades, while most new designs have been utilised in other, particularly higher product-value, industries for a number of years. The trend of increased size and efficiency of SLS equipment will continue, both for filters and centrifuges. Increases in equipment size, in particular centrifuge diameter and filter area increases, will continue to be seen. For example, horizontal vacuum belt filters of up to 250 m2 (Klepper and McCurdie, 2011) are being designed, while currently the largest filters operating on coal product are about 150 m2.
The application of dual force dewatering, particularly using pressure within centrifuges and ultrasound, infrared and microwaves on filters or centrifuges, could result in efficiency improvements.
Chemical aids, especially through particle agglomeration as well surface tension and contact angle modification, are also expected to be improved, while chemical aids and agglomeration will play an even more important role for coal tailings dewatering in the future.
The control of SLS processes is still quite rudimentary, while thickener control is more advanced than floc addition, centrifuge or filter control. It is expected that advanced dynamic control after successful modelling together with novel sensors will enable improved operation of SLS processes through better control (Yao et al., 2012).
Buzz technologies, such as nano-technologies, are not expected to drastically impact the dewatering of coal and tailings directly in the near future, while filter media can benefit from nano-fibres in improving solids recovery. However, improvements in material science through the application of nano-technology, for instance in developing low-wear materials, is expected to have an impact on dewatering, especially on centrifuge design and maintenance requirements. Nano-technology is also utilised in NDT which uses molecular sieves based on nano-technology.
13.10 Conclusion
SLS of coal dictates the coal moisture content, an important property for utilisation, after wet beneficiation. The separation technologies applicable for coal dewatering are dependent on the coal particle size, with centrifuges (vibrating basket and screen scroll types) most suitable for the coarser fractions, while vacuum and pressure filters as well as SBCs are suitable for fine coal cleaned by flotation. Improvements in SLS have been gained through pre-treatment or application of agglomeration agents and other chemicals improving the dewatering process, as well as higher or additional driving forces applied in hybrid dewatering technologies, such as pressure vs vacuum filtration, pressure superimposed centrifuges, and steam filtration. While purely mechanical SLS technologies are predominantly used, thermal drying is limited to application where very low moisture is a necessity, for example to prevent stockpile freezing.
13.11 Sources of further information and advice
Extensive information is available through:
ACARP (Australian Coal Association Research Program) reports see: http://www.acarp.com.au/reports.aspx?catId=3&subCatId=23 [accessed 07 November 2012].
SME (Society for Mining, Metallurgy, and Exploration) and the recent Symposium published in: ed. Klim, M.S. et al. 2012, Challenges in Fine Coal Processing, Dewatering and Disposal, Society for Mining, Metallurgy, and Exploration.
As well as coal preparation society publications, presentations, conferences such as Australian Coal Preparation Society, African, African Coal Prep& Conference, American Filtration Society, Coal Prep in Lexington and many more.
13.12 References
Anlauf, H., The effective dewatering of extremely fine coal suspensions by the addition of coarse grain fractions and the application of modern hyperbaric rotary filters. G., Oenal. Proceedings of the III International Mineral Processing Symposium, 1990:58–68. [Istanbul, Turkey].
Anlauf, H. Recent developments in research and machinery of solid–liquid separation processes. Drying Technology. 2006; 24:1235–1241.
Anlauf, H., Sorrentino, J.A. The influence of particle collective characteristics on cake filtration results. Chemical Engineering & Technology. 2004; 27(10):1080–1084.
Bickert, G., Fine coal filtrationFirth, B.A., eds. Advanced Coal Preparation Monograph Series, 2006:91–135. [Volume V, Fine Coal, Australian Coal Preparation Society].
Bickert, G., Ultra fine coal filtrationFirth, B.A., eds. Advanced Coal Preparation Monograph Series, 2006:243–253. [Volume V, Ultrafines, Australian Coal Preparation Society].
Bickert, G. Laboratory settling analysis to predict separation in solid bowl centrifuges for ultrafine particles. Filtration. 2010; 10(4):266–276.
Bickert, G., Mechanical dewatering of tailings – an update with case studies 9–13 September. D., Mathewson. Proceedings of the Fourteenth Australian Coal Preparation Conference, 2012:94–103. [Canberra, Australia].
Bickert, G., Frohnwieser, E., Denkinger, F., Coal Filtration with ANDRITZ Hyperbaric Filters – Operating Experience in Europe and Asia October. XV Int. Coal Prep. Congress, 2006:17–20. [Beijing China].
Bickert, G., Länger, B., Filtration testwork – extracting the whole story for studies and design. Proceedings of MetPlant 2011, 2011:8–9. [August, Perth, Australia].
Bickert, G., Selomulya, C., Liao, J.Y.H., Amal, R., Coal fines filtration – the relevance of coal floc micro-properties Proceedings, Eleventh Australian Coal Preparation Conference Paper C2. P.N., Holtham. Australian Coal Prep. Conference, 2007:94–106. [Twin Waters, 11–15 March].
Bickert, G., Vince, A., Improving vacuum filtration by chemical and mechanical means 12–17 September. B&S, Atkinson. Proceedings of the Thirteenth Australian Coal Preparation Conference, 2010:296–308. [Paper 8B, Mackay, Australia].
Boivin, A., Dufour, R., Peloquin, G., St-Laurent, M., New thickener with thick paste removal system. Proceedings of 8th International Alumina Quality Workshop, 2008:7–12. [September, Darwin, Australia].
Bratton, R., Ali, Z., Luttrell, G., Bland, R., Mcdaniel, B. Nano drying technology. Coal Age,. 2012; 117(6):50–57. [June 2012, 5p].
Burchett, R.T., McGough, K.M., Luttrell, G.H., Improved screen-bowl centrifuge recovery using polymer injection technology. 22nd Annual International Coal Preparation Exhibition and Conference, 2005:10 . [Lexington, Kentucky, 2–5 May].
Firth, B., Background and fundamentalsFirth, B.A., eds. Advanced Coal Preparation Monograph Series, 2006:1–36. [Volume V, Fine Coal, Australian Coal Preparation Society].
Firth, B., "Coarse coal" and "Small coal"Firth, B.A., eds. Advanced Coal Preparation Monograph Series, 2006:37–84. [Volume V, Fine Coal, Australian Coal Preparation Society].
Firth, B., White, T., Stanmore, B., Hoskins, A., O’Brian, M., Hu, S., Product Moisture after Centrifuging Coarse Coal – Second Stage, 1998. [ACARP Project C4049].
Franklin, J., Centribaric operation updateKlim, M.S., Arnold, B.J., Bethel, P.J., eds. Challenges in Fine Coal Processing. Exploration Ltd, Metallurgy, 2012:303–308. [Dewatering and Disposal, The Society for Mining].
Frohlich, N., Quinn, T., Schnabel, G., Real development in coal dewatering centrifuges – the conical screen bowl Lexington, US. Coal Prep Conference, 2011. [2–5 May].
Gerl, S., Stahl, W., Experimental studies of steam pressure filtration of coal concentrate filter cakes USA, 22–27 October. SME Proceedings of the XIX Intern, 1995. [Mineral Processing Congress, Littleton Colorado].
Glumac, L., “Bokela” filter upgrade at Saraji Pokolbin, Australia. Two Day Technical Symposium Modern Developments in Fine Coal Processing and Recovery, 2005. [21 & 22 September].
Hart, G., O’Brien, M., Firth, B., Improved Centrifuge Basket Performance, 2006. [ACARP C12054].
Heinkel http://www.heinkelusa.com/downloads/inverting-filter-centrifuge/PAC_ENG.pdf [[accessed 18 April 2011]].
Karthikeyan, M., Zhonghua, W., Mujumadar, A. Low-rank coal drying technologies – current status and new developments. Drying Technology. 2009; 27(3):403–415.
Keles, S., Luttrell, G.H., Yoon, R.H., Eraydin, M.K., Schultz, W., Taking advantage of the Centribaric™ technology. B&S, Atkinson. Proceedings of the Thirteenth Australian Coal Preparation Conference, 2010:286–295. [Mackay, Australia, 12–17 September].
Klepper, R., McCurdie, P., Leach residue and pregnant liquor separation – process and capital comparison of counter-current decantation and countercurrent washing with vacuum filtration. Proceedings of MetPlant 2011, 2011. [8–9 August, Perth, Australia].
Länger, B., Bott, R., Langeloh, T., Hahn, J., Continuous vacuum filtration with modern disc filters as an alternative to belt and drum filters in coal filtration 13–17 October. B., Firth. Proceedings, 9th Australian Coal Preparation Conference, 2002:192–208. [Paper E1, Yeppoon, Australia].
Lin, C.L., Miller, J.D., Videla, A.R., Mejia, J.A. Fine coal filtration as revealed by 3D Lattice-Boltsmann simulatons. International Journal of Coal Preparation and Utilization. 2010; 30(2):217–238.
Mohanty, M., Fine Coal drying and plant profitabilityKlim M.S., Arnold B.J., Bethell P.J., eds. Dewatering and Disposal, The Society for Mining. Challenges in Fine Coal Processing. Exploration Ltd, Metallurgy, 2012:329–344.
Meyers, A.D., Wex, T., Leach, K.R., Solids partition in solid bowl centrifuges 13–17 October. Firth. Proceedings of the Ninth Australian Coal Preparation Conference, 2002:209–221. [Paper E2, Yeppoon, Australia].
Meyer, G., Stahl, W. Model for mechanical separation of liquid in field of centrifugal force. Aufbereitung Technik. 1988; 11:619–627.
Morris, J.W., Kalb, G.W., The gas recirculation thermal coal dryer for processing bituminous filtercake 25–29 April. Proceedings of the XVIth International Coal Preparation Conference, 2010. [Lexington, USA].
Palmer, J., Study of the scalability of pressure filtration in pilot and bench scale test equipment. Proceeding of the 10th World Filtration Congress, 2008:I86–I90. [14–18 April, Leizpig Germany].
Pikon, J., Mujumdar, A.S., Drying of coalMujumdar, A.S., eds. 3rd Ed. Handbook of Industrial Drying. CRC Press, Boca Raton, Florida, 2006:993–1016.
, Coal fine tailings filtration: innovative dewatering system’. D., Pepper, G., Garcia, D., Mathewson. Proceedings of the Fourteenth Australian Coal Preparation Conference, 2012:284–296. [Canberra, Australia, 9–13 September].
Peuker, U., Stahl, W., Application of steam on filtering centrifuges 21–25 July. Proceedings of the WCPT4 World Congress on Particle Technology 4, 2002. [Sydney Australia].
Records, A., Sutherland, K. Decanter Centrifuge Handbook, 1st ed. Elsevier Science; 2001.
Schubert, H., Kapillaritaet in Poreoesen Feststoffsystemen (Capillary behaviour in porous solids systems) Heidelberg, 1982. [Springer Verlag, Berlin].
Stadager, Ch., Die entfeuchtung von filterkuchendurch combination von zentrifugal- und gasdruckkraft. The dewatering of cakes by combined centrifugal force and air pressure force, 1995. [PhD, Thesis, University of Karlrsuhe, VDI- Verlag GmbH Duesselforf ISBN 3-18-341503-8].
Schweigler, N., Stahl, W., The influence of disc filter design parameters on cake formation, air consumption, and residual moisture of filter cakes Part II, 9.9–9.16. Proceedings of the 4th World Filtration Congress, 1986. [Orlando, USA, 22–25 April].
Stahl, W., Cost/performance comparison between disc and drum filters 20–22 September, 13–15.. Proc. Filtech Conference, 1977. [London].
Stahl, W., Kern, R., Influence of the disc filter design on the discharge of the filter cake by air blow back 22–26 February. Proceedings of the 116th AIME Annual Meeting, 1987. [Denver, Collorado].
Stickland, A.D., White, L.R., Scales, P.J. Models of rotary vacuum drum and disc filters for flocculated suspensions. AIChE Journal. 2011; 57(4):951. [April 2011].
Terblance, A.N., vander Walt, L., Esterhuizen, J.J., Dewatering technology used at mafube colliery. Proceedings of the South African Coal Processing Conference 2009, 2009. [Secunda, 8–10 September].
Usher, S.P., Scales, P.J. Steady state thickener modelling from the compressive yield stress and hindered settling function. Chemical Engineering Journal. 2005; 111:253–261.
Veal, C., Coal dewatering: A review of current technology and new developments. The Australian Coal Review, 1997:26–33. [July].
Verma, S., Klima, M.S. Evaluation of a pilot-scale, plate-and-frame filter press for dewatering thickener underflow slurries from bituminous coal-cleaning plants. International Journal of Coal Preparation and Utilisation. 2010; 30:1–19.
Williams, D.J., Applications of unsaturated soil mechanics to produce coal dewatering 26–27 September 2006. Proceedings of 2006 Australian Mining Technology Conference, 2006:223–235. [Hunter Valley, NSW, Australia].
Williams, D.J., Whitton, S., Improving the control of product coal moisture based on unsaturated soil mechanics principles, 2008. [ACARP 15061].
Wen, W.W. An integrated fine coal preparation technology: The GranuFlow process. International Journal of Mineral Processing. 2000; 58(1–4):253–265.
Yao, Y.C., Tippett, M., Bao, J., Bickert, G., Dynamic Modeling of Industrial Thickeners for Control Design, 2012. [CHEMECA 2012 (paper 162)].
Yoon, R.-H., Asmutulu, R., Yildirim, I., Eryadin, M.K., Luttrell, G.H. Pilot scale testing of novel fine-particle dewatering aids. Minerals & Mineralurgical Processing. 2003; 20(4):206–210. [November,].