
Studies to check the accuracy of go / no go measurements systems are run from the Attribute Gage Study (Analytic Method) option. This is found within the Gage Study submenu of Quality Tools.
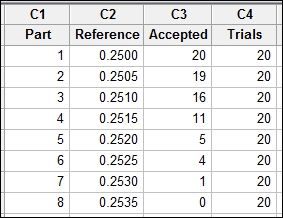
In this recipe, we will use data for a go / no go plug gage. The upper limit of the gage is 0.25 mm; 11 reference samples are checked 20 times against the gage and the accepted number is recorded.
We will type the data into the worksheet before running the Attribute Gage Study (Analytic Method) option.
- Navigate to Stat | Quality Tools | Gage Study and click on Attribute Gage Study (Analytic Method).
- Enter
Partinto the Part Numbers field. - Enter
Referenceinto the Reference Values field. - Enter
Acceptedinto the Summarized counts field. - Enter
Trialsinto the Number of trials field. - Enter the Upper limit as
0.25. - Click on OK.
The output will plot the probability of acceptance against each reference value.
Bias is calculated from the upper limit and intercept/slope. The slope is found from the regression of the probabilities of acceptance on the reference values.
The Options dialog box allows us to choose between an AIAG method and a regression method for the test of bias. The AIAG method requires one part with 0 acceptances, one part with 20 acceptances, and six parts with acceptances between 0 and 20. The regression method isn't limited to eight reference values and the restrictions of one part with 0 acceptances and one part with 20 acceptances.
The bias will show the difference between the limit specified and the 50th percentile from the regression line.
Repeatability is the difference between the 0.995 and 0.005 proportions from the fitted line divided by an adjustment factor of 1.08.
This can be a useful tool in understanding the performance of go / no go gages. The ideal scenario would be reference values within the specifications that are accepted all the time. Reference values that are outside the specifications should be rejected every time they are tested.
The sharper the slope, the better the gage, and the closer the 50th percentile is to the specification, the more accurate the gage. The problems in accepting parts out of specification, or rejecting items within specification, can show distortion in the gage.